CNC Turning is the best machining process to create cylindrical (axially symmetrical) items and craft different features on their surface. Different types of CNC turning operations are used to remove the material from the rotating workpiece and achieve the designed shape.
Straight turning, step turning, facing, grooving, threading, knurling, and other operations are performed on a CNC lathe depending on the features and characteristics of the 3D model/design.
Understanding the turning manufacturing processes and types is essential for deciding which one best fits your project. So, let’s discuss different types, tooling, applications, and which lathe machine to choose.
What is Turning and How Does it Work?
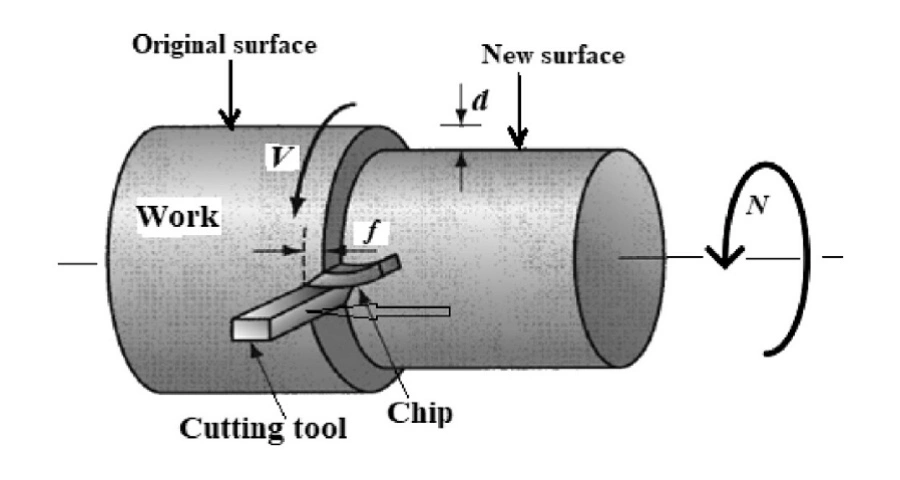
Turning is one of the fundamental machining processes that is used in the manufacturing of axially symmetrical items. It involves removing the material from a rotating workpiece with a tool that moves either parallel or perpendicular to the axis of the workpiece rotation.
A conventional lathe or CNC lathe machine is used for this. Conventional lathes require manual feeding, whereas CNC machines control this feed via computer programs and achieve tighter tolerances.
Turning produces internal and external surfaces, contours, holes, and other geometrical features with precision and smooth finishes.
Working of CNC Turning
working of CNC turning
- Design & Preparation: Create a detailed design ( 2D or 3D), then export it into CAM software. Optimizing tool paths for multiple operations and verifying the G-codes is essential.
- Machine Setup: Fit the workpiece into the machine’s chuck and the tool into the tool post. You can adjust the tailstock if the workbar is long and requires support. Then, verify the feed rate, RPM, cutting depth, and other parameters.
- Cutting/Material Removal: Start the machine and perform heavy CNC turning if bulk material needs to be removed for roughing. Then, continuously monitor the process.
- Parting Off: After the desired shape is created, part off the finished component, deburr, and clean it. Next, you can use callipers, micrometers, or CMM for inspection.
If you want to learn more about this, read the article “CNC lathe vs turning”, which provides a comparative overview.
Try Prolean Now!
10 Types of Turning Operations
There are several types of turning operations that can be performed in a lathe machine with suitable tooling and setups. Each of them has specialized uses, and they create distinct shapes and features.
Some common types are straight turning, step turning, taper turning, knurling, drilling, facing, grooving, boring, and parting. The following section discusses more about these.
1. Straight Turning 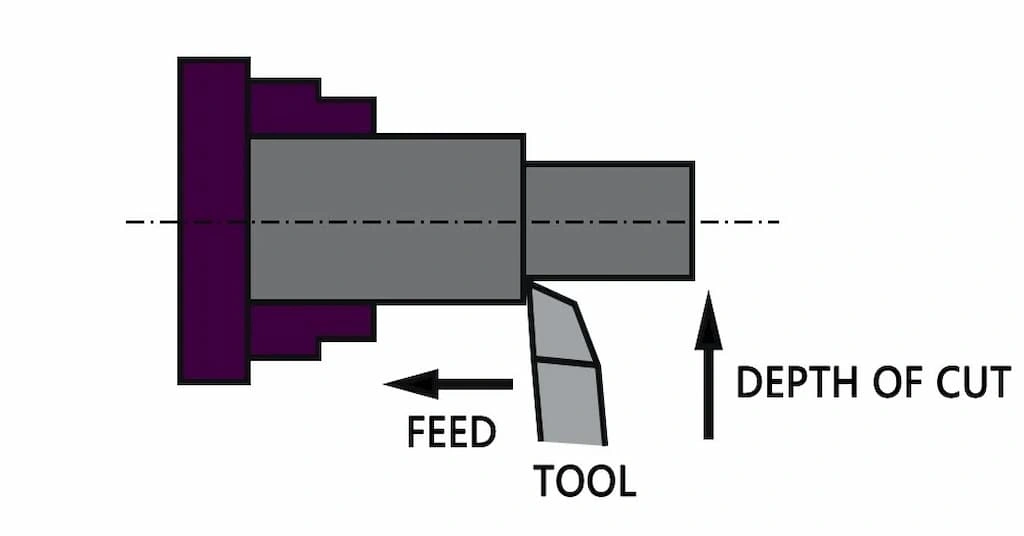
Straight turning
The tool moves in a longitudinal direction along the length of the workpiece. Reduce the diameter consistently and form a perfectly cylindrical piece with the desired diameter. The cutting tool and workpiece’s axis of rotation are parallel to each other. Meanwhile, for accurate results, feed rate, cutting depth, spindle speed, and other parameters should be considered.
Rods, shafts, pins, and other similar mechanical components. It is a surface preparation step for further turning operations. Secondary operations can be performed on straight turned work to craft features like holes, threads, tapering, etc.
2. Step Turning

Step turning
Step turning refers to a clear shift in diameter across the length. Instead of a gradual increment or decrement, the diameter transition between two sections is at right angles. The cutting tool removes the material step by step according to the desired step length and diameter. Moreover, a step-turned shaft contains multiple sections with varying diameters.
Step-turned shafts are ideal for fitting multiple parts and preventing axial sliding, like a shaft driven by a gear motor in a vehicle. Other examples of its uses are gearboxes, bearings, transmission assemblies, conveyor setups, robotic arms, etc.
However, a main drawback of CNC step turning is material wastage. A large volume of material must be removed from the shaft to form varying diameters.
3. Taper Turning 
Taper turning
Taper turning is the process of creating a conical (or tapered) shape by a steady reduction of diameter along the length. In the same way, bores or holes are also tapered using insert setups. The increment or decrement of diameter is expressed in “taper per unit length” or “ taper angle”
Taper per unit length=( Larger end diameter- Small end diameter)/length
Taper angle(tan θ) = (D−d)/2L
In a compound lathe machine, the compound rest allows the cutting tool to be fixed at a desired angle, which is important for taper turning. As the angled tool feeds material, the diameter gradually reduces at a consistent rate. Consequently, you can use the form tool, tailstock setover, compound rest, and feed combining methods to taper turn the workpiece.
Tapered features are crucial for clearance, fits, assembly, and custom functionalities. The taper turning process is essential in making automobile engines, aircraft’s landing gear, machine spindles, gears, etc.
4. Boring
CNC boring
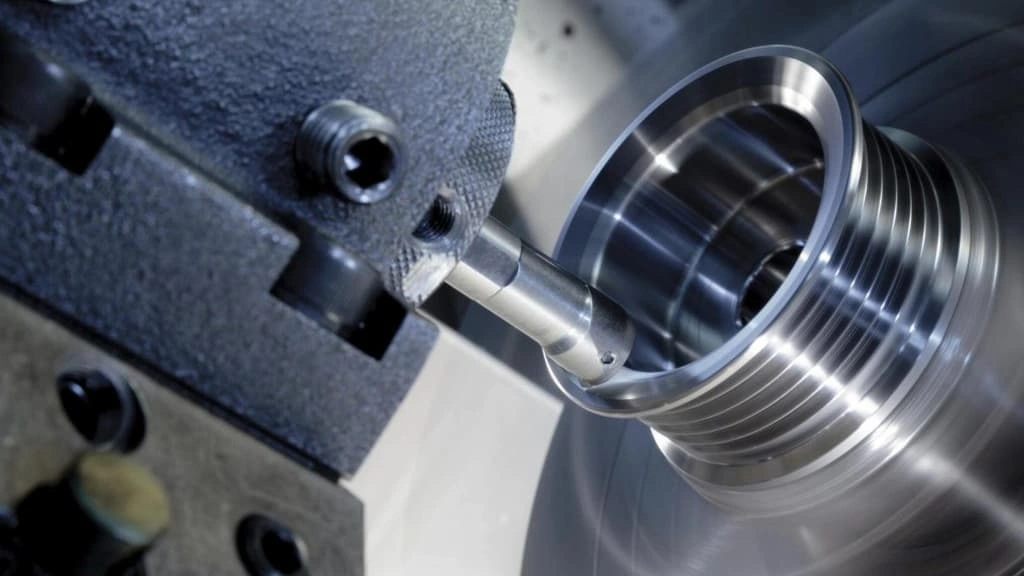
Boring is performed on a lathe to enlarge the existing hole in the shaft so that the mating component will fit perfectly. The process involves a single-point insert that rotates and enlarges the hole via minor material removal. This turning method is ideal for refining the holes and achieving tight accuracy. Additionally, a smooth internal surface can be prepared for thread turning using CNC boring.
Some application examples of boring include automobile engine cylinders, bearing housing, valve bodies, heavy machinery parts, and hydraulic systems.
5. Knurling 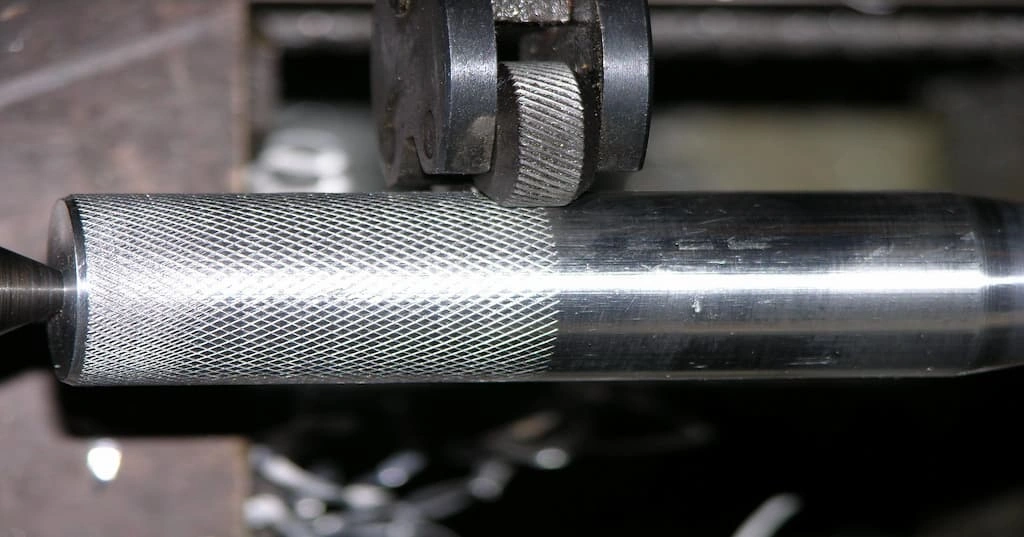
Knurling process
Knurling is the process of creating a non-slip surface for grip. So, a uniform rough surface is made in straight, diagonal, or diamond-shaped patterns. For this, the lathe machine uses knurl tongues or wheels as tools. They are attached to the tool post and are impressed on the rotating workpiece and their tooth rolls on the surface, creating the pattern.
Besides grip improvement, textured patterns are beneficial for aesthetics, press fitting, slip resistance, and marking on CNC-turned parts. You can see the applications on tool handles, car knobs, and some aesthetic items.
6. Facing
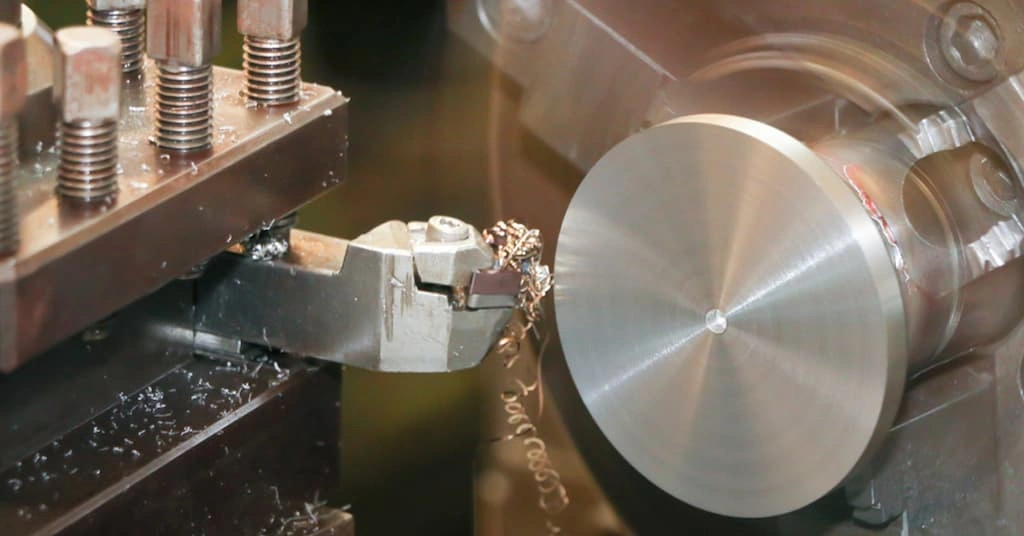
Face turning
Facing reduces the length and flattens the end surface of the cylindrical workpiece. Therefore, it prepares the end face for further machining, such as drilling and grooving. For this, the cutting tool moves along the work radius, perpendicular to the axis of rotation.
This type of turning operation is used to produce smooth mating surfaces of bearings, shafts, and other mechanical components requiring precision assembly.
7. Grooving
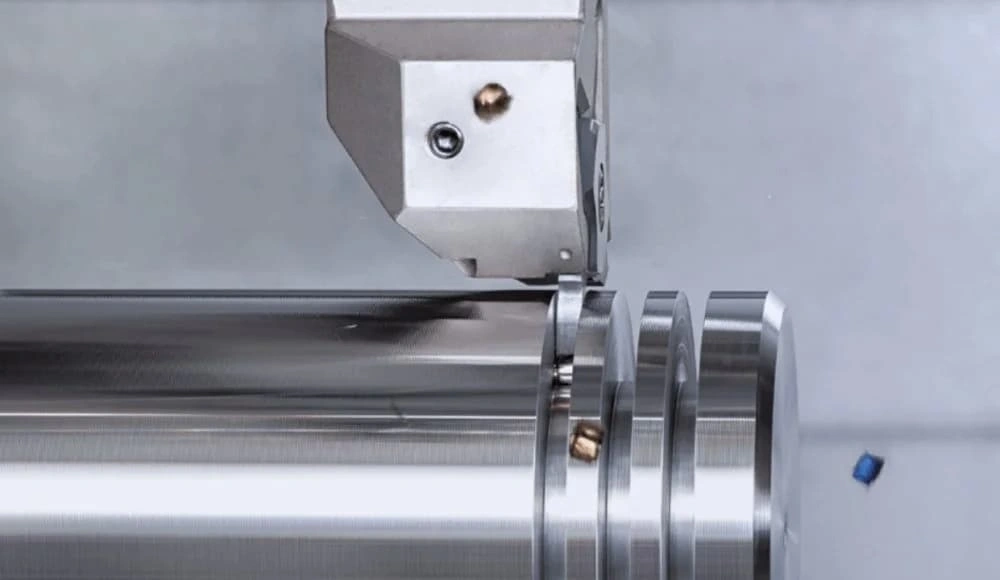
Grooving process
It refers to creating narrow cuts on the surface or inside the cylindrical workpiece. A single-point cutting tool removes material and forms narrow cuts with a size identical to the tool width.
Grooves serve both functional and aesthetic purposes. They are used for O-ring channels, ring retaining features, snap fits, lubrication channels, and stress distribution. On the other hand, grooves can compromise the mechanical strength of components.
8. Thread Turning 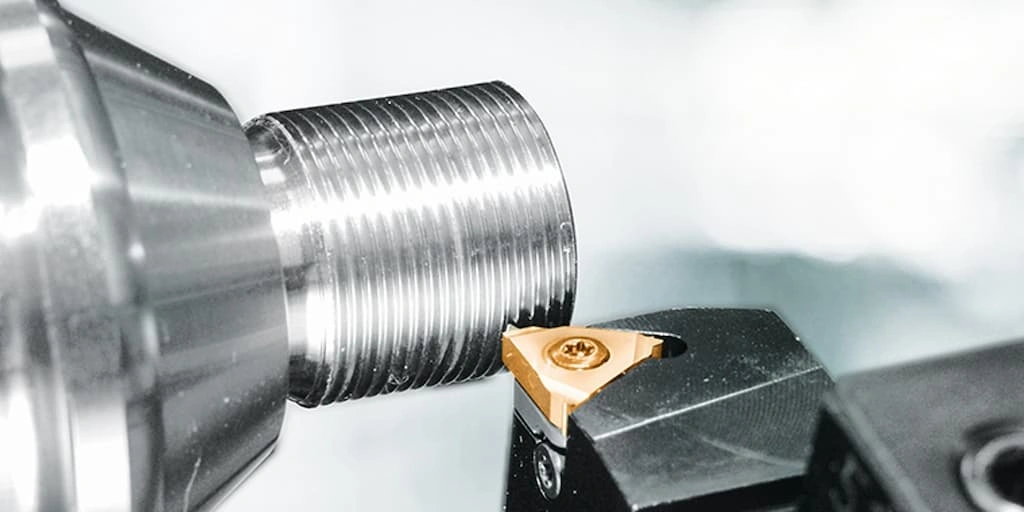
Thread turning
The thread turning process involves a thread-shaped bit that feeds the material and creates helical grooves on the surface of cylindrical items with desired pitch and length. Although it is more favourable for external threads, you can use the thread holes as well.
In thread turning, the tool path must be optimized carefully to control pitch, depth, and flank angles of threads. Consequently, deeper threads might need multiple tool passes.
This type of turning is suitable for custom thread profiles and parts with large diameters:. E.g., assembly screws and fasteners for automotive, construction, and heavy machinery.
9. Drilling 
Lathe drilling
The lathe drilling is mainly used to make holes in shafts that require secondary operations like boring and threading. The process requires either a drill bit or a pointed tool of the required hole size.
The tool is set on the tailstock and workpiece on the chuck, positioning its face right in front of the tool. As the workpiece rotates, the tool moves along the length and forms a hole. This operation creates holes for lubrication passage, dowel, pins, threading, and tapping in several industrial components.
10. Parting

Parting operation
A narrow slot separates a section from a long workpiece. This operation is especially beneficial when a large number of identical items are made from a long cylindrical bar. The tool creates all the designed features in a section and cuts it off as a final item. So, you can say it is a final step in the cycle once the desired shape and size are achieved.
This operation helps to reduce the cycle time and streamlines the manufacturing process. Parting operation at the end of the machining cycle eliminates the necessity of multiple setups.
Try Prolean Now!
How to Choose the Right Turning Operations?
Choosing which types of turning operations are best for your project depends on different factors, including material type, features in design features, required accuracy, and surface finish. Sometimes, only one operation can create the final parts, but typically design needs a set of many turning operations.
Consider the following factors while choosing the turning operations:
- Material Type: Consider hardness, machinability, and other properties. Soft metals might lose strength with certain turn operations, like grooving.
- Design Features: Simple shafts, shoulders, and grooves can be made with standard turning, facing, and threading. In contrast, complex undercuts and deep bores might need specialized operations.
- Required Accuracy: Standard turn operations can achieve a tolerance ±0.1 mm, whereas only boring and other post-processing operations can make accurate paths than this.
- Surface Finish: Standard turning can produce parts as smooth as Ra 0.8 µm, whereas facing, reaming, and post-polishing are needed for a finish of less than 0.8µm roughness.
Furthermore, the comparison of turning operations in the table below can help you to get a comparative overview.
| Operation | Purpose | Key Features | Common Applications |
| Straight Turning | Reduce diameter along length | Parallel tool/work axis, forms cylinders | Shafts, rods, pins; prep for secondary ops |
| Step Turning | Create varying diameters in steps | Right-angled transitions, multiple sections | Gearbox shafts, transmission parts, robotic arms |
| Taper Turning | Form conical shapes | Diameter changes gradually at a consistent rate | Engine parts, spindles, landing gear, gears |
| Boring | Enlarge existing holes | Single-point inserts are used, and they also improve accuracy | Engine cylinders, bearing housings, valve bodies |
| Knurling | Create a textured grip surface | Straight, diagonal, or diamond patterns | Tool handles, knobs, decorative parts |
| Facing | Flatten the end face | The tool moves radially; it reduces the length and fines the surface | Bearing seats, shaft ends, prep for drilling |
| Grooving | Cut narrow channels | Creates both internal/external groves | O-ring seats, lubrication paths, snap fits |
| Thread Turning | Produce helical grooves | Controls pitch, depth, and flank angle | Screws, bolts, fasteners, and large threaded parts |
| Drilling | Make initial holes | Drill bit mounted in the tailstock | Lubrication holes, dowel pins, pre-thread holes |
| Parting | Separate the finished piece from the bar | The narrow slot cuts off the section | Mass production of identical parts |
Custom CNC Turning Solutions with ProleanTech
If you are looking for CNC turning services to craft your designs, there are a few considerations you need to analyze: the types of CNC lathes and turn-mill centres that manufacturers have, the expertise of engineers & operators, and industry experience. Hence, ProleanTech can be a suitable option for your project.
We have advanced CNC lathes and extensive tooling options. They can perform all types of turning operations with tolerances down to ±0.01mm. Additionally, we have an expert team of engineers with over a decade of experience in the machining industry.
Our turning services can meet all your specifications and deliver the manufactured items in a short time. So, upload your design for quotation and start your project today.
Conclusion
Turning is the ideal machining process to produce the complex and precise cylindrical components. The variations of the lathe turning operation allow the creation of diverse shapes and features. Additionally, a variety of materials can be CNC turned into desired parts and products, even hard alloys like tool steel and tungsten carbide.
Factors like the selection of the right types of turning operations, material type, optimization of the tool path, tool selection, and machining parameters impact the finish and accuracy of final parts. Therefore, you must follow these considerations carefully.


0 Comments