

If you’ve seen a CNC machining process, you know it’s so loud and noisy. The heat and vibration are intense. To achieve precise outcomes, you need adequate cooling and advanced control. That’s where CNC coolants come in.
At Prolean Tech, we regularly use coolants to keep machines running smoothly and tools sharp. These coolant manages heat, clear chips, and reduce wear. It helps you achieve cleaner cuts and prolongs the tool’s life. Coolant isn’t just a liquid. It is a part of the machining strategy. It avoids tool overheating and friction, and improves the surface finish. It is assumed that all the coolants are only used for cooling down tools. Actually, it does much more. It lubricates, flakes away, and protects both the tool and the material.
However, a wrong choice can damage tools, cause sharp edges, and result in wastage. It will increase operation time and incur higher costs. This guide is based on real-life experience on the machine shop floor. So, keep reading, as it doesn’t matter whether you are machining aluminium, steel, or plastic. You will receive all the necessary information to implement and what to avoid.
What Is CNC Coolant?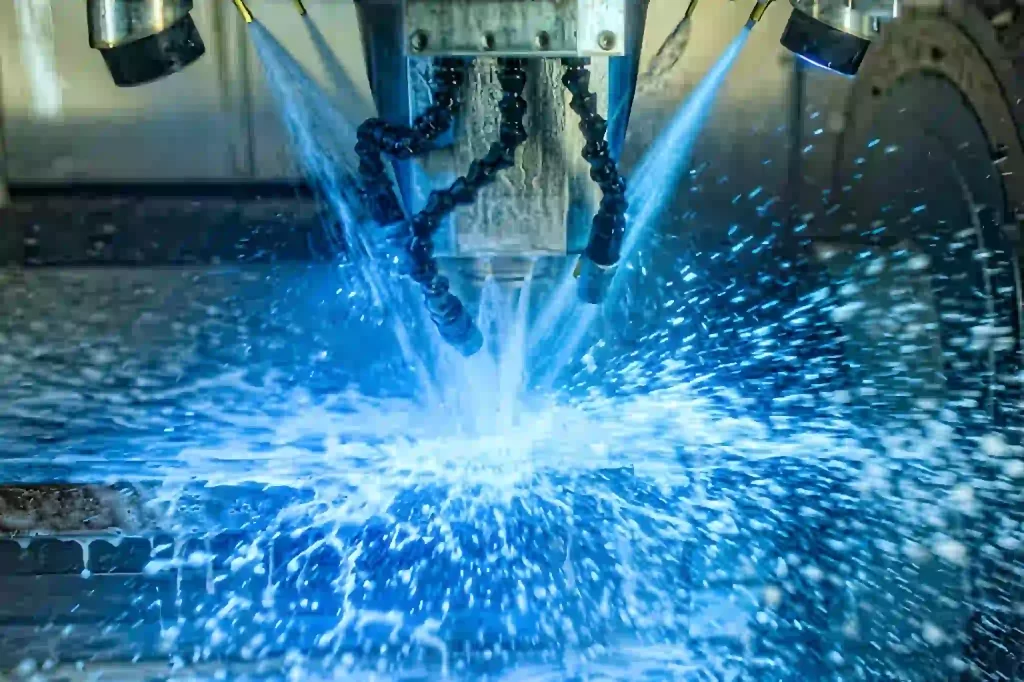
CNC Machining Coolant
CNC coolant, also called cutting fluid. Its role is crucial in the manufacturing of CNC machining parts. It aids in controlling the heat accumulated during the process of metal or plastic cutting with a tool. The fluid comprises a blend of water, oil, and chemicals. In some cases, it also includes additives that cool and lubricate the cutting area.
When the tool and workpiece come in contact, they cause friction. As a result, heat generates rapidly. If not controlled, this heat may lead to tool wear, part distortion, and dimensional inaccuracies.
The coolant absorbs and transfers heat, maintaining both the tool and the transformed material at a desired temperature. In addition to cooling, it also reduces friction and removes the chips on the surface. This maintains a clean cutting zone and prevents damage to the tool edge.
How the CNC Machine Coolant System Works
Coolant Supply While Cutting
The CNC coolant helps maintain an accurate, clean, and safe machining process. It controls heat, disposes of chips, and ensures the safety of the cutting tool and the workpiece. Its constant supply prolongs the life of tools and reduces downtime. Here’s how it works.
How Machining Coolant Moves Through the System
Coolant is circulated over the cutting zone during machining to remove chips and fine particles. It is usually contained in a tank or sump. This often lies beneath the machine. This is then pumped back to the cutting area. Its constant circulation keeps the temperature uniform and creates a clean working area.
Cooling the Workpiece

CNC Milling Coolant System
Friction generates heat during contact between the cutting tool and the material. Until you remove this heat, it may cause the tools to wear, distort the part shape, and affect dimensions. However, the coolant absorbs and removes this heat, maintaining the part cool even during high-speed journeys.
Lubricating the Cutting Area
CNC cutting coolant not only cools down but also avoids friction between the tool and the workpiece. It promotes effortless movement and less pressure on the tool and clean surfaces. It also prevents edge buildup on the cutting tool, which can compromise the quality of the parts.
Keeping the System Maintained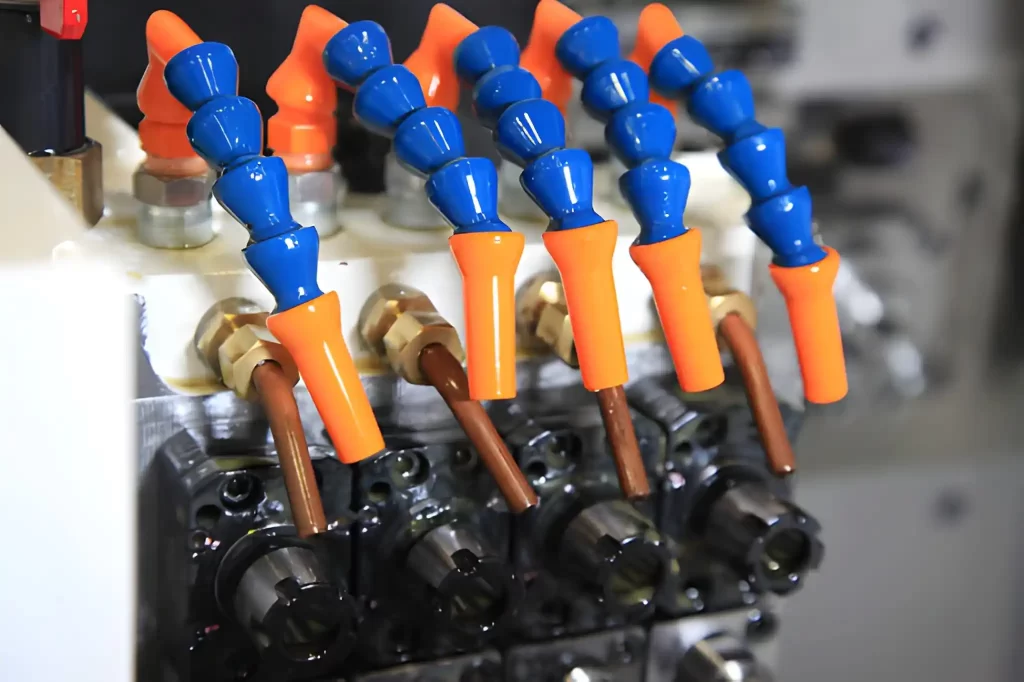
CNC Tool Cooling Nozzle System
Coolant systems require regular maintenance for optimal performance. Its concentration and cleanliness determine that cooling and lubrication work out well. The filters and lines are washed regularly to remove metal particles and oil. Regular system maintenance helps maintain system continuity and ensures that tools and coolants are not worn out.
Small Machine Systems
Smaller machines generally require less filtered coolants. These systems affect much faster due to chips and oil buildup. High-quality coolants and regular washing can sustain high performance and decrease the frequency of fluid changes.
Try Prolean Now!
Types of CNC Machine Coolant and Their Uses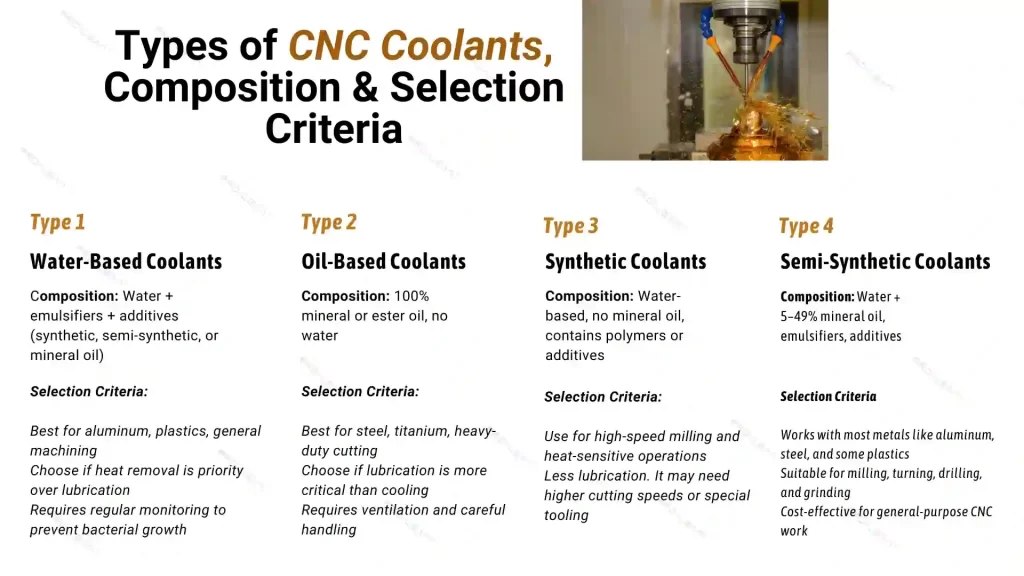
Types of CNC Coolants
There are numerous types of coolant used for specific cases. Therefore, you need to choose the right one for your machining job. It depends on the speed and machining setup you have in place.
Some of the common types include:
Water-Based Coolants
Water-Based Coolant
Water soluble cutting coolants are efficient for cooling and detaching chips. They are usually used in the machining of aluminium and plastics, among others. These coolants are relatively affordable but not as good at lubricating. Also, they would rust unless maintained.
Oil-Based Coolants

Oil-Based Coolant Delivery
Oil-based coolants are appropriate for lubrication. They are typically coated on hard metals, such as steel and titanium. They also smooth and even out the cutting edge. However, they might not cool down easily and even burn quickly.
Synthetic Coolants
Synthetic coolants are typically oil-free and water-based. They are effective at heat control and allow you to see well while machining. They are preferred for quick jobs, but they do not provide much lubrication.
Semi-Synthetic Coolants
Semi-synthetic coolants are water-oil mixtures. They provide cooling and lubrication. They suit a wide range of materials and are easy to maintain, making them a popular choice in shops.
Neat Oils
Neat oils are also referred to as straight oils. These are used for lubricating and improving surface roughness. They suit a wide range of materials and are easy to maintain, making them a popular choice in shops.
Try Prolean Now!
CNC Coolant Concentration Chart for Milling, Turning, Drilling & Tapping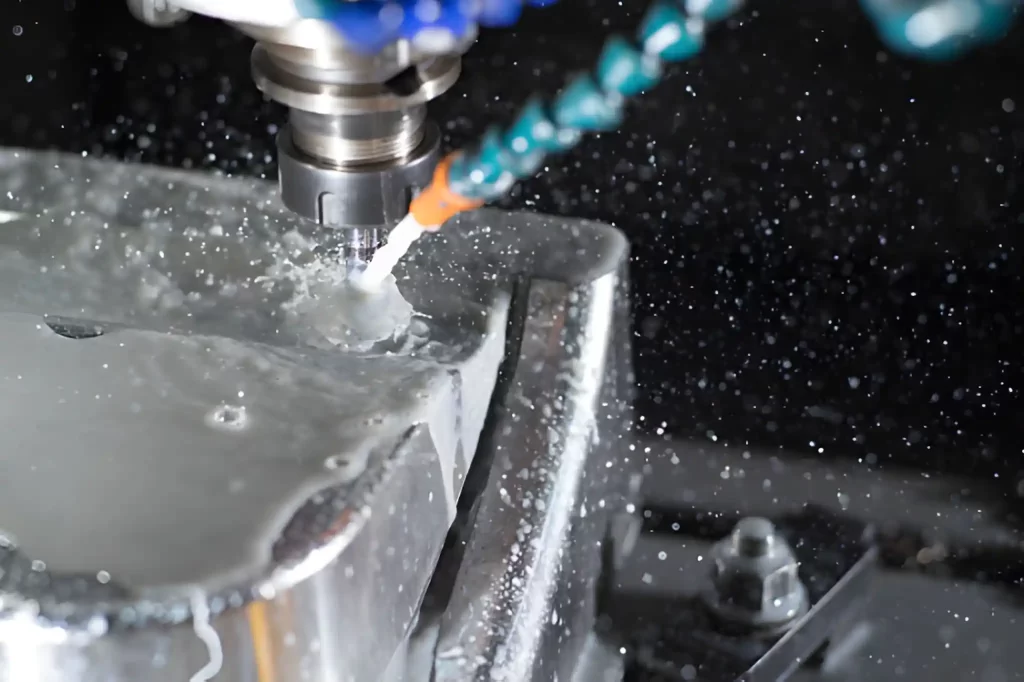
CNC Drilling Heat Control
Use the proper coolant mix for each material and process to keep tools cool and parts clean. Here’s a simple guide machinists can follow in daily use.
| Material | Milling | Turning | CNC Drilling | Tapping |
| Copper | Soluble oil | Soluble oil | Soluble oil | Soluble oil |
| Aluminum | Soluble or mineral oil (about 96% water) | Mineral oil with 10% fat | Soluble oil (70–90% water) | Mineral oil with 25% base oil |
| Bronze | Soluble oil | Soluble oil | Soluble oil | Mineral oil with 30% lard |
| Low Carbon & Tool Steel | Soluble oil | 75% mineral oil, 25% lard oil | Soluble oil | Mineral oil with 25–40% lard oil |
| Malleable Iron | Soluble oil | Soluble oil | Soluble oil | Soluble oil |
| Alloy Steel | 90% mineral oil, 10% lard oil | 75% mineral oil, 25% sulfur oil | Soluble oil | 70% mineral oil, 30% lard oil |
| Brass | Soluble oil (about 96% water) | Mineral oil with 10% fat | Soluble oil | Mineral oil with 10–20% lard oil |
| Cast Iron | Dry | Dry | Dry | 25% lard oil with 75–80% mineral oil or dry |
Various Metal Cutting Coolant Delivery Methods in CNC Machines
The variety of coolants used in CNC machines helps to cool down and remove chips. The delivery method depends on the job, the tool, its size, and the material. Let’s see effective coolant delivery methods:
Mist Cooling
Mist sprays are delicate, low-pressure cooling sprays. It is frozen and lubricated to perform low-level cutting tasks. This approach helps eliminate heat or chips.
Air Cooling
Air cooling comprises compressed air. It is employed to blast off the chips and cool the tool down. It is not oily; however, it is used on minor materials like plastic, which tend to break or warp when in contact with the liquid coolants.
Minimum Quantity Lubrication (MQL)
MQL uses a small fine spray of oil. It does not spill any fluid and cools down and lubricates easily. It is clean, affordable, and suitable for use in light to medium machining.
High-Pressure Cooling
The high-pressure systems drive the coolant at a rapid speed to eliminate the chips in a limited time. For deep-hole drilling or heavy cutting, it helps maintain a calm, clean, and chip-free cutting area. However, high pressure may damage small tools. So, you simply need to be cautious when dealing with them.
How often should you replace CNC Coolant?
CNC Coolant Nozzle
Coolant does not possess a definite life. It is based on your machining load, the material mix, and the way you sustain your system. Frequent inspection and testing will prevent the tools from wearing, the growth of bacteria, and the loss of coolant.
Typical Coolant Lifespan by Shop Type
| Shop Type | Usage Level | Coolant Lifespan | Key Notes |
| High-Volume Production | Machines run all day | 6–12 weeks | Coolant breaks down faster due to heat and chip load. |
| Medium-Sized Job Shops | Mixed projects, moderate use | 3–6 months | Lifespan improves with good filtration and pH control. |
| Low-Volume/ Prototype | Occasional machining | 6–12 months | It can last longer with clean tanks and filtered water. |
Signs It’s Time to Replace CNC Coolant
Watch for these early indicators before issues spread across your machines:
- Foul odour: A sour/rancid smell shows bacterial buildup.
- Sludge/oily film: Chips and tramp oil have contaminated the mix.
- Foam or cloudy colour: Poor concentration and air entrapment in the tank.
- Tool wear or poor finish: The Coolant has lost its lubrication and cooling strength.
If you find any of these problems, it’s safer to replace the coolant than risk tool damage and scrap parts.
Effective Coolant Maintenance Practices
| Practice | Impact |
| Aerate the tank | Keeps oxygen flowing to reduce bacterial growth. |
| Use filters and skimmers | Removes fine chips and tramp oil early. |
| Mix with RO/DI water | It will prevent mineral deposits and foam issues. |
| Test concentration regularly | Maintains the proper balance of cooling and lubrication. |
A few minutes of daily care can save hours of downtime later.
If Coolant Care Isn’t Feasible
Some shops prefer to outsource coolant maintenance instead of handling it in-house. Reliable CNC service providers incorporate coolant monitoring, recycling, and disposal into their standard operating procedures. This ensures high performance without adding to your workload.
What Happens if You Don’t Use Coolant When CNC Machining?
If you don’t use coolant in CNC machining, the tool and workpiece can get too hot. This heat can cause the tool to wear out faster, create rough surfaces, and reduce accuracy. Chips may also stick to the tool, making cutting harder and less smooth. Overall, it can damage the tool and lower the quality of the part.
Best Practices for CNC Machine Coolant and Lubricant Use
Coolants are not merely liquid. In fact, it determines the proper functioning of your CNC machines. The degree to which you blend it, the type of water you use, and the manner in which you maintain everything all influence the degree of its functionality. Here are some good practices for coolant use.
Keep the Right Mix of Coolant

Coolant Supply During Automotive Engine Machining
The type of coolant mix influences not only the quality of your surface but also the lifespan of your tools. The majority of the shops employ 8-12% water-based coolants. When machining harder metals like titanium, the mix concentration can be increased to provide more lubrication. When the mixture is too dilute, the tool burns and becomes exhausted sooner. Additionally, excessiveness can cause cloudy leftovers and greasy stains.
Start with Clean Water
Water is a universal coolant, but it contains minerals and bacteria that accumulate over time. Deionized or reverse osmosis water forms a cleaner blend. When the water is clean, the tank will not be so foul, and there will be less foam.
Watch Out for Contamination
Contamination is the primary cause of coolant issues. When you use the wrong fluid in or mix brands, the emulsion disintegrates and does not cool off as expected. The same can occur in case there are any chips, oil, or dirt in the tank. When you have the sump covered and clean, then this is less likely to happen. It is not difficult to determine once the coolant has become contaminated. It will have a foul smell and look hazy. The coolant will remain clean and consistent as long as you continue to maintain it.
Treat Coolant Like a Tool
You should treat your coolant in the same way you treat your cutting tools. Maintaining a constant temperature ensures that your tools last longer and your shop operates more efficiently. With clean and balanced coolant, the difference in cut and finish is both audible and visible, indicating that the system is functioning correctly.
Conclusion
CNC Coolant plays a key role in every machining process. It controls heat, reduces friction, and helps tools cut more accurately for a smooth finish. A good coolant setup also prevents tool wear and material damage during milling, turning, and drilling.
Choosing the proper coolant and maintaining it properly keeps machines running efficiently and parts operating within tight tolerances. When you handle it with care, it improves tool life and production quality in any CNC shop.
If you’re looking for reliable and high-quality custom CNC machining, Prolean is here to help. Our skilled team knows how to choose and manage the proper coolant for each job. Upload your design today and get your precision parts made fast and right.
FAQ’s
What is the right CNC coolant concentration for water-based fluids?
For most water-soluble coolants, a concentration of around 8% to 12% is considered optimal. Softer materials, like aluminium, lean toward the lower end; tougher alloys may require more for lubrication.
How do I know if my CNC coolant is contaminated or needs to be changed?
Look for changes such as a sour smell, sticky film, foaming, cloudiness, or rapidly worn tools. These signs show the coolant has broken down or become contaminated.
Can mixing different brands of CNC coolant cause problems?
Yes, mixing coolant brands may disrupt the chemical balance, destabilise the emulsion, and impact performance. So, avoid topping off with a different formula unless you thoroughly flush and switch.



0 Comments