

Broken Tap Removal
Thread Tap connections are one of the most commonly used in mechanical assembly designs. When it comes to creating internal threads, a tap is the go-to tool for the job. But no matter how careful you are, taps can break, especially during manual or deep-hole tapping.
For small or low-cost parts, a broken tap isn’t the end; you can just scrap the part and move on. However, when it occurs with an expensive CNC component or a large, custom-machined part, discarding it isn’t a prudent option. That’s when you need to find a way to remove the broken tap without damaging the rest of the workpiece.
In this guide, we’ll walk you through the most effective ways to get a broken tap out and share practical tips to prevent tap breakage in the first place. Whether you’re dealing with a tight spot or a precision-critical part, understanding how to handle this issue can save time, money, and materials.
What Is a Tap?

Machine Taps
Before we further discuss how to remove a broken tap, let’s quickly go over what a tap is.
A tap serves to cut internal threads in a pre-drilled hole. It establishes internal threads for applications, like nuts and threaded holes. The cutting tool features flutes that extend along its body to remove material chips during cutting operations. Taps are usually used for generating threaded holes of small to medium-sized dimensions. At the same time, their basic structure, along with a user-friendly design, makes them popular in CNC machining and manual operations.
What’s Breaking Your Tap (And Why It Matters)

Broken Tap Causes
Broken taps are a common problem. It is usually caused by one or more of the following reasons.
- Excessive torque and force
- Inappropriate feed or speed settings
- Due to hard materials and interrupted cuts
- Poor chip evacuation
- Misalignment between the tap and hole axis
When a tap breaks, it can snap flush or deep inside the hole. This makes it extremely hard to grip or remove. For low-cost parts, you might consider scrapping them. However, for precision components and expensive CNC-machined parts, broken tap removal becomes the only viable option.
Try Prolean Now!
How to Remove a Broken Tap: 9 Practical Ways
The process of tap breakage occurs frequently during internal hole threading operations. The presence of a broken tap does not automatically lead to material disposal. A combination of practical and reliable techniques, drawn from our company’s substantial CNC expertise, enables the removal of broken taps from workpieces. Our custom CNC machining services incorporate proven strategies to minimize tool breakage while maintaining strict quality standards.
1. Apply Lubricating Oil before attempting to extract the tap by turning it counter-clockwise.

Lubrication Broken Tap Removal
Introduce an optimum amount of lubricating oil through the hole opening. A small punch or tool should lightly strike the broken piece from a counter-clockwise direction. Tapping the counterclockwise motion can create enough space for the tap to be extracted successfully. The extraction method works well unless the tap is deeply stuck or severely corroded.
2. Use a Harder Drill Bit

Hard Drill Bit Use for Tap Removal
The broken tap extraction becomes possible with either a carbide or a cobalt drill bit. The tap requires similar treatment to standard materials when machining it. This procedure offers optimum results only under two conditions: the precision requirements are minimal, and the broken tap section does not extend too deeply into the material.
3. Use a Tap Extractor Tool For Broken Tap Removal

Tap Extractor Tool
The tap extractor is a custom-made instrument. It is designed to remove broken drill bits or stuck taps. The tool accommodates various tap sizes, and its prongs enable insertion into the tap flutes to facilitate extraction.
How to use:
- Clean chips from the hole.
- The extractor should have the same size as the tap.
- Set the extractor prongs into the tapped holes of the damaged tap.
- With the tap wrench in hand, apply a gentle counterclockwise twisting action to the tool.
- The tap will start to turn out when the extractor tool properly secures itself. It’s an excellent non-destructive method.
4. EDM (Electrical Discharge Machining)

EDM Broken Tap Removal
EDM stands as a dependable technique among all other methods. It creates electrical sparks that erode the central portion of the tap, leaving the threads intact.
The extraction becomes simpler after the central part completely disappears from the remaining tap structure. Small, portable EDM units are available specifically for removing broken taps, although EDM technology is widely used in other precision machining operations.
5. Weld a Nut or Handle

Welding on a Nut to Remove a Broken Stud
Exposure of any broken tap segment allows you to attach a nut or metal handle through welding before unscrewing it. A wrench should be used to remove the tap after it has cooled. An effective removal can happen if the broken tap remains accessible on the surface.
6. Make a Slot for a Screwdriver
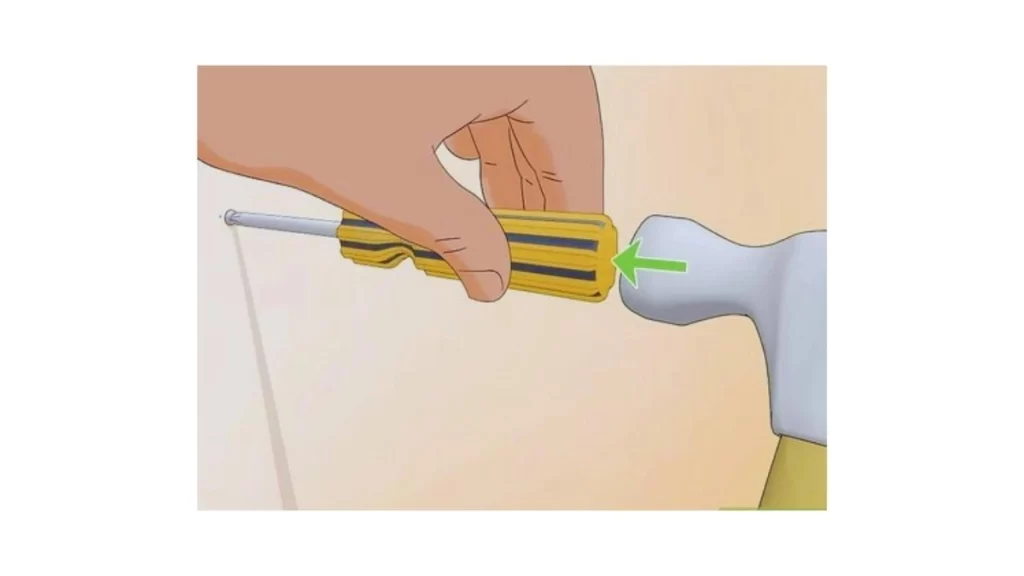
Slot Making for Screwdriver
A chisel should be used to make a slot at the top of the broken tap. Moreover, the flat-head screwdriver can also be used to twist the object out with gentle force. The procedure works only when the tap remains accessible near the surface.
7. Use an Air Drill (Pneumatic Drill)
Slow down the air drill setting before attaching the drill set. Apply a softly precise reverse torque motion. It will allow the broken tap to withdraw gradually. The method uses small amounts of pressure against friction to lead the tap towards removal without causing damage to its thread design.
8. Use a Punch

Punch Tool For Tap Removal
Position a center punch with a pointed tip in the middle of the tap before giving it several purposeful strikes. A gentle application of this method will either help separate the broken piece from its position or create space for the complete removal of the remaining portion. When alternative tools are unavailable, this technique offers a straightforward solution.
9. Use Chemical Tap Remover (Tap-X or Nitric Acid)
Special chemical solutions are used to dissolve broken taps. This will not damage the workpiece material. Special chemical solutions, such as Tap-X or Nitric Acid treatment, work best when dealing with stainless steel, titanium, and aluminum.
Note: Some chemical tap removers are unsuitable for reactive or porous metals. For example, magnesium, zinc alloys, or copper. So, always verify chemical compatibility with the base material and follow the manufacturer’s guidelines.
Try Prolean Now!
Why Do Taps Break? 8 Common Causes & Preventive Measures For Removing a Broken Tap
Tap failure in CNC drilling operations happens for many reasons. Let’s examine strategies to avoid such breakdowns.
CNC manufacturing relies on tapping as a primary procedure to create internal threads within manufactured parts. A frequent tap failure, commonly referred to as breakage, leads to operational delays, reduced manufacturing efficiency, and damage to manufactured parts.
Let’s examine the primary causes of tap failures, along with specific measures to prevent such incidents, so your machining practice becomes more efficient.
Poor Tap Quality

Bad Quality Machine Taps
The performance quality you select for taps will determine how long they last while operating. A tap constructed with inferior materials, inadequate heat treatment, or defective coatings will degrade easily when subjected to high stress.
Possible Solution:
- The selection of taps for improved strength and wear resistance should always focus on high-speed steel (HSS) or cobalt options.
- Choosing TiN (Titanium Nitride) coated taps will help extend their operational life. Furthermore, these decrease friction when running through materials.
Improper Tap Model Selection
A single type of tap does not serve adequately for every industrial requirement. Inappropriate tap selection based on size or number of flutes, as well as geometric misalignment, can create excessive torque. Alongside, it may cause vibrations and potentially lead to tap breakage.
Possible Solution:
- Select a tap that matches both your work material and intended application requirements. The best application for through holes requires spiral-point taps, while blind holes need spiral-flute taps.
- Taps should receive design modifications based on material hardness to stop tool failures from happening. Carbide taps can be chosen for tough metals, but coated taps deliver better performance when working with sticky materials.
Mismatch Between Tap and Material
The material undergoing tapping needs to have a proper match with the tap type. A standard tap often fails to produce satisfactory results when used on materials such as stainless steel and titanium.
Possible Solution:
- Taps designed for specific materials should be selected according to their respective applications. When working with hard metals, always use carbide taps in conjunction with coated taps to ensure optimal performance and tool life. These taps provide improved strength characteristics.
- Select lubricants designed explicitly for your tapping materials. It enables smooth cuts while avoiding heat generation.
Incorrect Bottom Hole Diameter
When a tap encounters a pre-drilled hole smaller than its size, the concentrated cutting forces will break it during the pressurized operation.
Possible Solution:
- The hole diameter should match the preferred size guidelines for the selected tapping tool. Check the manufacturer’s policies from the tap supplier and determine the appropriate hole dimensions.
- A tolerance chart should be used to verify that the hole opening is not too narrow or too broad.
Material Defects in the Workpiece
Material Defect: Chipping In Workpiece
Material defects such as hard spots, inclusions, and voids within the workpiece can create unbalanced stress.
Possible Solution:
- Check for material defects before commencing the tapping procedure. The quality of the material should be confirmed through material certifications.
- NDT methods must be used on critical parts to detect hidden internal flaws that could compromise the tapping process.
Machine Accuracy Issues
The setup of your machine determines how accurately the spindle aligns with the orientation of the workpiece. The improper alignment between the tap and its surrounding elements produces extra stress on the tap, which can lead to breakage.
Possible Solution:
- A CNC machine requires proper calibration for optimal performance. Verify that the spindle alignment matches the specifications. Also, check the stability of the clamping system.
- The floating tap holder functions to minimize tap misalignment. So, it reduces stress on the tap.
Poor Quality of Cutting Fluid or Lubrication
Cutting fluids serve two primary functions: they decrease friction and carry heat away from contact points. When taps operate without sufficient lubrication, they run hotter than necessary, which reduces tool life and potentially leads to failure.
Possible Solution:
- The choice of cutting fluids must be of high-quality products that are specifically suitable for the material being cut.
- The coolant should flow steadily toward the cutting area to cool down and lubricate the tap throughout its operational period.
Incorrect Cutting Speed or Feed Rate
Tool wear will become excessive when using improper cutting speed and feed rate. These conditions increase cutting forces that ultimately result in early tap failure.
Possible Solution:
- Refer to the manufacturing specifications for optimal cutting speeds, along with feed rate recommendations intended for specific material types.
- Slowing the cutting speed and altering the feed rate becomes necessary for harder materials.
Final Verdict
The occurrence of tap breakage remains frequent in CNC machining operations. Implementing knowledge of root cause and precautionary measures helps reduce its frequency and improves the efficiency of machining processes.
As a precision CNC machining service provider, Prolean Tech supports clients in optimizing their tools, machine configurations, and manufacturing operations. Our team provides comprehensive support for selecting the proper taps, alongside setup optimization. Our team avoids the tap problem; however, if this problem occurs, we also have effective solutions to ensure that the parts meet the customer’s precision requirements
Contact us, visit our site, and obtain a complimentary estimate, along with expert advice on maximizing your production efficiency and extending the lifespan of your tools.
FAQ’s
Q1: How do you get a broken tap out?
You can remove a broken tap using a tap extractor, EDM (electrical discharge machining), or carefully drilling it out with a carbide drill bit. For small taps, use a tap extractor if the flutes are still visible. If it’s stuck deep or in a delicate part, EDM is the safest and most precise method. Avoid using force, as it could damage the threaded hole.
Q2: What drill bit will drill out a broken tap?
To drill out a broken tap, use a solid carbide drill bit or carbide end mill. These materials are hard enough to cut through high-speed steel taps. Always proceed slowly, use proper lubrication, and center the bit carefully to avoid damaging the threads or the workpiece.



0 Comments