
Due to their lightweight and high strength, aluminum and its various grades of alloys are frequently used building materials in various industries, including medical, automotive, and aerospace. It does not matter which manufacturing process is used to make these parts. Surface finishing is essential to enhance these parts’ mechanical properties and aesthetic beauty.
Because the wide range of colours can be coated on the surface by anodizing, it is the most popular surface finishing method used in global manufacturing. Aluminum parts are made to be durable and excellent resisters to harsh environmental exposure, thanks to the anodizing color. Additionally, the ability to resist abrasion can be achieved by anodizing color. This article will overview the Aluminum anodizing process, various coloring approaches, color matching, and related processes.

Anodized aluminum parts with various colors
Aluminum Anodizing Process
Cleaning the manufactured parts is the first step in anodizing aluminum, and on-engraving alkaline is the best cleaning agent for the job. All light oils and other substances that might hamper the anodizing process are removed during this cleaning process. Alkaline etching should be performed following cleaning to eliminate any remaining natural oxides from the surface. The best option for it is sodium hydroxides.
The next step is to expel Cleaned and etched aluminum parts into a nitric acid solution to make the surface smooth and prepare it for anodizing.
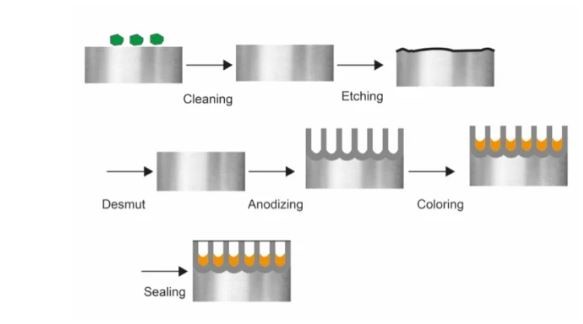
Various stages for aluminum anodized coloring
Finally, Aluminum components are dipped in an electrolyte of sulfuric acid for anodizing. The Cathode is located outside the electrolyte tank. The aluminum components that need to be coated serve as the anode. Then an electric current is applied to the electrode (“+” terminal to the anode and ” – ” terminal to Cathode). Now, the electric current moves through the electrolytic solution and releases the oxide ions, which go to the aluminum substrate to form the integrated oxide layer on the surface.
Colors on Aluminum Anodized Parts
Generally, Anodized aluminum parts are colored using the following four methods: interference coloring, dye coloring, electro coloring, and integral coloring. Let’s take a closer look at each of them now.
Electro colouring
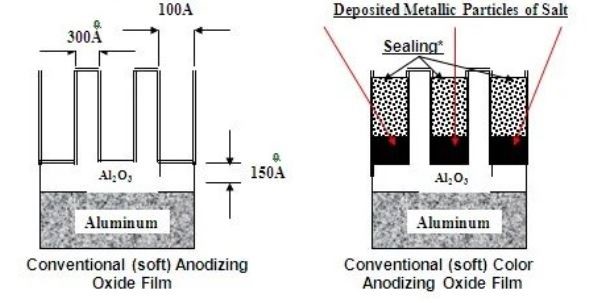
Various colors are easily achievable in anodized aluminum parts surface with the electrolytic coloration. Electrolytic coloring uses different metal salts as the colorants agent, where the metal ions of the used salt get deposited into the pores of anodized aluminum parts. Therefore, the color depends upon the metal used in the salt solution.
Electro coloring process
As part of the electrolysis process, the anodized surface is submerged in concentrated solutions of metal salts until enough pigment is precipitated to create the desired color. So, the color depends on the metal used in the salt, and the intensity of the coloring depends on the time of treatment (30 seconds to 20 minutes).
Some common metal salts and colors used in anodized aluminum coloring
| SN | Salt | Color |
| 1 | Lead nitrate | Yellow |
| 2 | Acetate with potassium dichromate | Yellow |
| 3 | Acetate with potassium permanganate | Red |
| 4 | Copper sulfate with ammonium sulfide. | Green |
| 5 | Ferric sulfate with potassium Ferro-cyanide | Blue |
| 6 | Cobalt acetate with ammonium sulfide | Black |
Dye coloring
Another approach to color the anodized aluminum part is dye coloring. This process involves simply dipping the components to be colored into the tank containing the dye solution. The intensity of color in this approach depends upon the different variables such as the dye concentration, treatment time, and temperature.
Specifications for dye coloring:
| Material for die tank |
stainless steel, plastic, or fiberglass
|
| Temperature range | 140 to 1600F |
| Additional set-up | Air agitation to prevent the contamination of the dye tank |
Tips for perfect dye coloring
- Cleaning anodized aluminum parts is crucial because lingering acids on the surface can interfere with the dying process. In some situations, the presence of acids prevents aluminum from dyeing. So, before starting the dye bath, use sodium bicarbonate to desorb.
- The steps of anodizing and dye bathing should be completed simultaneously, with the parts being placed in the dyed tank as soon as they are removed from the anodizing tank.
- Additionally, keep any acid or other contamination away from the dye tank.
Integral coloring
Integral coloring processes combine two different approaches. First, aluminum components are anodized, and the anodized components are colored with the alloys. Therefore, the function of a specific alloy in this process is how color is developed. Based on the composition of the aluminum parts and the operating conditions, the color range may range from a golden bronze through a deep bronze anodizing to black anodizing.
Interference coloring
This approach involves the enlargement of pore structure and deposition of appropriate metal based on required colors on the surface to get the colored surface. Like you would get a blue-gray color if you deposited a nickel. Fundamentally, interference colors are produced when light strikes anodized aluminum surfaces and is refracted, reflected, or absorbed.
Try Prolean Now!
Sealing-Process
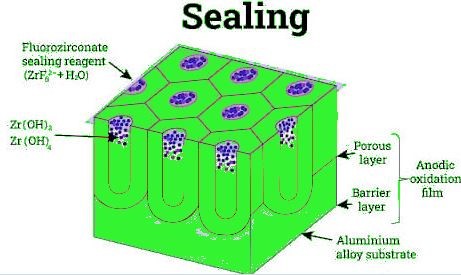
Sealing process
The main goal of the sealing process is to stop unwanted molecules from absorbing into the pores. Because lubricants or other unwelcome molecules are sometimes retained in the pores, eventually contributing to surface corrosion. Some common sealing materials are nickel acetate, potassium dichromate, and boiling water.
1. Hot water method
Stainless steel or another inert material is usually used to make the sealing tank. The colored aluminum components are first submerged in hot water (200 0F), where the aluminum monohydrate form on the surface, along with a corresponding increase in volume. As a result, undesirable molecules are eliminated from the pore.
2. Nickel Fluoride Method
This procedure softens anodized aluminum components. In this method, fluoride nickel is introduced to anodized aluminum. Fluoride ion now goes to the pores, where the nickel ion precipitates on the surface and forms nickel hydroxide by combining with water molecules, ultimately blocking the pores.
3. Potassium Dichromate method
This technique uses a potassium dichromate (5 % w/V) solution to seal anodized aluminum components. First, the components are immersed for about 15 minutes in a tank containing a boiling solution of potassium dichromate. Next, the surface of the parts absorbs the chromate ions, and coating occurs when these ions become hydrated. Despite being less stain-resistant than other sealant methods, this coating still offers a straightforward approach to sealing.
Color Matching
The matching color could be different according to the various batch; however, If you follow the exact process of coloring for anodized aluminum parts. Because of this, the process and other elements like the grade of aluminum used, the type of finish, the concentration of the dies, and the crystalline structure of the surface should be nearly identical across batches to get the matching color.
Conclusion
After reviewing the anodizing and coloring of aluminum parts, it is clear that the best benefit of aluminum anodizing is the ability to implant different colors on the surface, which not only enhances mechanical properties and aesthetic beauty but also meets market demand. Furthermore, the electro-coloring method is the best of the four approaches to coloring because it deposits color electrochemically and allows for creating a wide range of colors simply by choosing the proper salt solution.
Undoubtedly, the aluminum anodizing process is quite complex because it involves a great deal of chemistry, material science, and engineering manufacturing. However, there won’t be any confusion if you select our anodizing service. Our material science and mechanical engineering experts will provide you with aluminum anodizing of the highest caliber, and you can choose the color that best suits your project.
FAQ’s
What is the aluminum anodizing process?
Aluminum anodizing is an electrochemical process that develops corrosion- and scratch-resistant layers on the exterior of metal parts, offering excellent finish in various colors.
Which colors can be implanted on the anodized aluminum parts surface?
There is no exact answer, but almost all colors can be applied to the surface with the anodizing approach.
What are the typical methods for coloring anodized aluminum components?
Electro coloring, dye coloring, interference coloring, and Integral coloring are the most popular methods.
Does the color on anodizing surface fade over time?
No, it is very durable. However, it doesn’t turn off in a typical environment until acidic washing is applied to the surface.

0 Comments