“Reaction injection molding allows for the production of lightweight and durable parts with intricate designs. It’s a versatile process, ideal for automotive and industrial applications.”

Injection molding commonly uses thermoplastic polymers that are typically melted and shaped in molds. However, when a product calls for thermosetting polymers like polyurea or polyester, it is a different ball game. Conversely, thermosets need to be cured through heat, radiation, or a catalyst, and they cannot be processed through the standard injection molding method.
The process called reaction injection molding (RIM) is applied to shape thermosets. Originally formulated in the 1960s for long-life automobile components, RIM involves using two liquid parts of a thermosetting polymer, which are combined to initiate a curing and solidification process in a mold.
This article briefly overviews reaction injection molding, the materials used, and its advantages and disadvantages.
What Is RIM?
Reaction molding
RIM stands for Reaction Injection Molding, a unique process of manufacturing plastic parts at low pressure and low temperature. It is used in the automotive, medical, and industrial manufacturing industries.
RIM is most advantageous in applications requiring robust, lightweight, and quickly painted components. The rigid materials used in RIM at Design Octaves comply with the UL94V-0 rating for flammability.
Try Prolean Now!
RIM Process Steps
The RIM process uses a two-component material system: polyol and isocyanate liquids. These are mixed at high pressure and injected into a closed mold at low pressure. After the material is placed inside the mold, it has to expand to the shape of the cavity and harden in approximately 5 minutes before it is ejected.
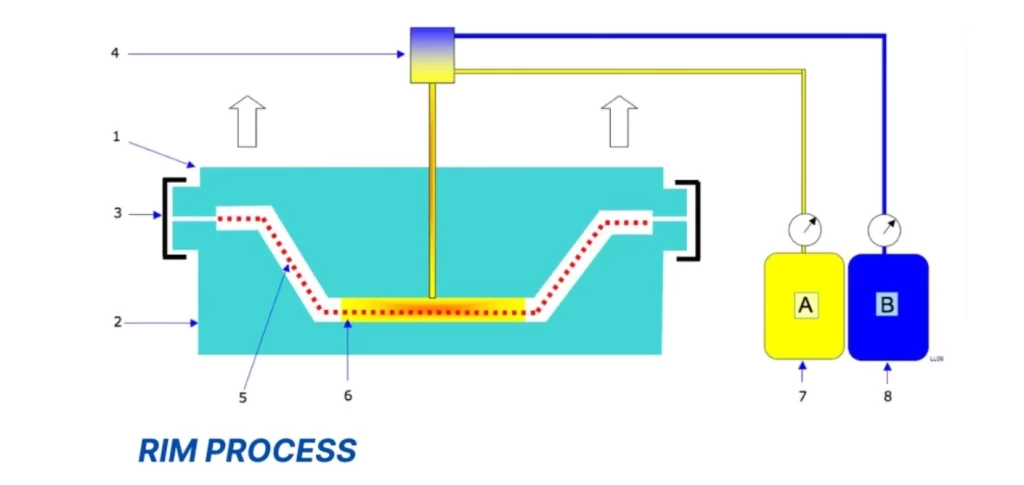
Reaction injection molding process
It begins with storing the liquid polymers (polyol and isocyanate) in the tanks and their circulation through high-pressure pumps. These polymers are pumped through a mix-head and returned to the tanks until required. When the low-viscosity polymers are injected into the heated mold, the polymers chemically react swell, and solidify. The RIM process enables the raw material and techniques to be tuned to obtain specific attributes such as weight, strength, density, and hardness. The outcome is the lighter polyurethane parts, which have a more elaborate structure than those produced using injection molding techniques.
Polyurethane Reaction Injection Molding Pressure and Temperature Requirements

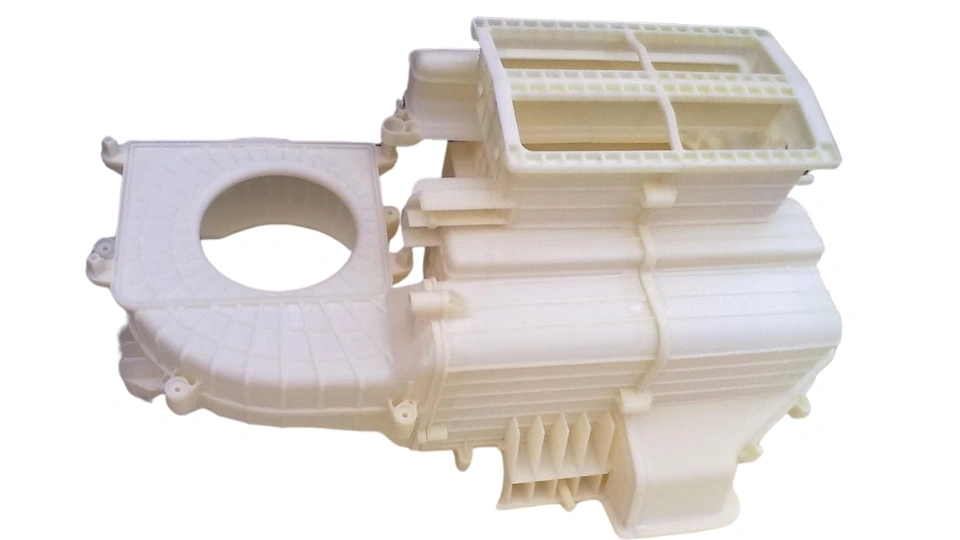
Polyurethane molded part
Polyurethane Reaction Injection Molding: Process, Pressure, and Temperature are the three key factors always considered when distilling a liquid. The polyurethane RIM process is a low-pressure (about 100 psi) and low-temperature (about 90°F) process compared to other molding techniques. This enables the application of affordable aluminum molds, which decreases the cost of tools to a large extent. After injecting the liquid polymers, the molds are warmed to about 190 degrees Fahrenheit. At a very short interval, the exothermic reaction raises its temperature to about 325°F and cures the part in the mold.
Cure times for RIM can also differ, ranging from less than a minute to several minutes. The reasons are part size, geometry, intended function, and wall thickness. The freedom offered by the RIM process and the choice of materials enable the creation of a wide range of polyurethane parts, which can be solid, elastomeric, rigid, or flexible.
Types of Polyurethane in Reaction Injection Molding
The most commonly used polyurethane forms in reaction injection molding are as follows. Polyurethane systems in Reaction Injection Molding (RIM) are classified into two categories based on their rigidity: flexible and rigid polyurethanes.
Rigid Polyurethane
Therefore, rigid polyurethanes can be characterized by their high hardness and flexural modulus. These materials are chemically and thermally stable and appropriate for hard-wearing and stable applications. They are most widely utilized in electrical insulation or sound absorption applications such as electronic enclosures or insulation boards.
Elastomeric Polyurethane
Elastomeric polyurethanes are designed for applications where high-impact strength and flexibility are desirable. These materials are used where energy must be stored and dissipated, for example, in auto bumpers or any other shock-absorbing component.
Foamed Polyurethane
Polyurethane foams use blowing agents to create high-density skin, and the core has a low-density and microcellular structure. This results in a sandwich-like structure where strength is achieved but with less weight placed on the structure. Others are the Baydur structural foam used in business machines and automotive spoilers. These foamed materials possess a microcellular structure with the cell size extending to 0.001 inches; this is relatively thin but thick enough to be used in structures that require strength in terms of load bearing.
Materials Used in Reaction Injection Molding (RIM)
Several reaction injection molding materials are used in the RIM process of manufacturing polyurethane products, and each plays a specific role.
Polyols are the monomers of polyurethane polymer in that they are the main ingredients that makeup polyurethane. These hydroxyl-containing compounds react with isocyanates to form the polymer structure. Polyether polyols, polyester polyols, and polyols derived from castor oil are some polyols used in RIM. The various types of polyol used have their specific role in determining the characteristics of the molded product.
Isocyanates are among the most reactive monomers used in the RIM process and serve a significant role. These molecules interact with the hydroxyl groups in polyols to produce the polyurethane polymer. The process typically employs two types of isocyanates: aromatic and aliphatic. Both have their properties that make the final product different.
The blowing agents create a cellular or foam structure within the polyurethane material. The report says these agents allow manufacturers to produce lightweight, foam-like parts. Some of the blowing agents are water, hydrazine, and formic acid.
These are incorporated into the RIM system to enhance the reaction rate between polyols and isocyanates. This way, the material is adequately cured within the mold so it does not stick to the surface. Common catalysts that enhance the curing reaction include organotin, organophosphorus, and tertiary amines.
Surfactants are crucial in determining the ease with which the polymer mixture will flow and spread within the mold. They help increase the wettability of the material’s surface so that it spreads. Some surfactants used in RIM include polyether glycols, silicone-based surfactants, and fluorinated surfactants.
The release agents are applied on the mold faces so that the polyurethane does not stick to the mold when it is time to de-mold. The effects of de-molding, silicone-based, wax-based, and fluorinated release agents are some of the most used to achieve this.
Try Prolean Now!
Mold Costs in Reaction Injection Molding
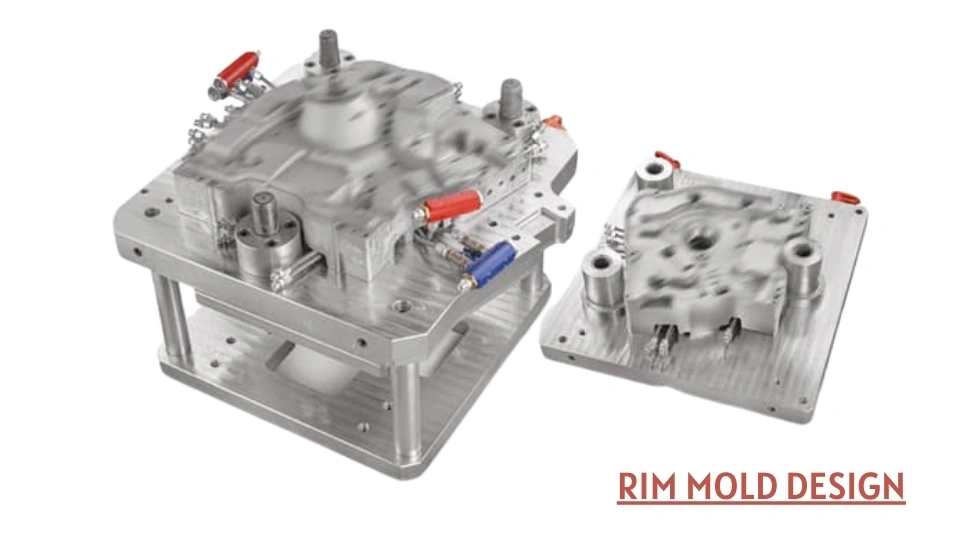
RIM Mold Design
RIM could be cheaper than standard injection molding in several ways because it uses easily machinable aluminum alloys for molds. These molds are affordable, especially for manufacturing simple flat parts with no undercuts.
While steel molds are slightly more costly, they are more rigid and ideal for high-production runs, such as in the automotive sector. They are also suitable for use in parts made of abrasive materials such as fiber-filled composites since they wear out and have a longer life span. In the case of molds, the designer has to decide whether to purchase expensive molds, how many products are required, and the finishing cost.
Comparing RIM with other Molding Techniques
The following technical specifications are addressed in this table: material, pressure, cycle time, thickness, tooling cost, part size, and surface finish.
Table: RIM vs. Conventional IM vs. Compression Molding vs. RTM.
| Factors | Reaction Injection Molding (RIM) | Traditional Injection Molding (IM) | Compression Molding | Resin Transfer Molding (RTM) |
| Materials Used | Polyurethane, Polyurea, Epoxy | Thermoplastics (e.g., ABS, PP, PE) | Thermosets (e.g., Epoxy, Phenolics) | Epoxy, Polyester, Vinyl Ester |
| Pressure Requirement | 50-150 psi | 10,000-20,000 psi | 500-2,000 psi | 50-500 psi |
| Cycle Time | 1-5 minutes | 30 seconds – 2 minutes | 2-10 minutes | 5-30 minutes |
| Wall Thickness | 3-25 mm (supports varying thickness) | 0.5-5 mm (uniform thickness preferred) | 3-50 mm | 1-10 mm |
| Tooling Cost | $10,000 – $100,000 | $50,000 – $500,000 | $20,000 – $200,000 | $50,000 – $300,000 |
| Part Size Range | Up to 8 ft x 8 ft x 2 ft | Up to 4 ft x 4 ft x 2 ft | Up to 10 ft x 10 ft x 4 ft | Up to 8 ft x 8 ft x 3 ft |
| Surface Finish Quality | Smooth, cosmetic) | Polished, textured) | Moderate (can require finishing) | High (smooth to textured) |
Related To: Compression Vs. Injection Molding
When to Opt for Reaction Injection Molding?
Reaction Injection Molding (RIM) has several advantages that set it apart from other processes, making it a preferred option in specific applications. RIM differs from rapid injection molding. It gives more design freedom than conventional molding techniques and can produce parts that are difficult to manufacture. Usually, it helps shape parts with different wall thicknesses, foam cores included in the structure, and shapes.
RIM is most suitable for manufacturing durable yet lightweight products because it can use materials such as polyurethane. Polyurethane, widely used in RIM, offers advantages such as high heat resistance, low thermal expansion, and high dynamic characteristics. Such characteristics make RIM suitable for various construction, car parts, and sports equipment applications. (Read more: Foam Injection Molding).
Advantages of Reaction Injection Molding
Benefits derived from Reaction Injection Molding (RIM) include but are not limited to, weight and durability. Products made through RIM are much lighter than those made through the more conventional methods of steel or aluminum. This lightweight has the advantage of improving fuel economy in vehicles with polyurethane bumpers, fenders, or even a fender, and could translate to significant savings on fuel bills. Likewise, the parts of machinery and equipment made from RIM materials are easier to handle and transport, for instance, when launching personal watercraft and fitting spa tubs.
Further, RIM materials are also lightweight and offer high strength and flexibility. Thermoset polyurethanes are characterized by high mechanical properties and resistance to shock and abrasion. While it is possible to compare polyurethane to wood or steel, the former does not degrade or rust and retains its looks and durability even when exposed to the elements for a long time. For example, the automobile bumpers and machinery parts manufactured by Prolean RIM are impact-resistant and have passed crash tests, which show that they have better energy management than other available products.
In addition, RIM materials are non-corrosive and chemically resistant, making them suitable for use in various industrial and commercial products, such as industrial machinery and recreational equipment, such as personal spas. These durability properties, anti-environmental characteristics, and low weight make RIM suitable for many complex applications. (Read more: Hot Runner Injection Molding).
6 Applications of Reaction Injection Molding
RIM is most suitable for manufacturing small to medium-sized, large parts with complex geometries and is well-suited for a wide range of industrial and commercial applications. RIM: Here are six common reaction injection molding applications;
High-Temperature Applications: RIM is especially useful for products subjected to high temperatures, such as kitchen appliances and medical equipment. Compared to conventional injection-molded parts, which may deform or even melt when exposed to heat, RIM parts have enhanced heat resistance. They will not affect the electronics and other delicate components. This makes RIM an ideal process when developing parts that are expected to work under high temperatures without failure.
RIM produces hard-wearing and chemically inert products, especially agents such as acids and solvents. These properties make RIM ideal for heavy-duty applications such as medical device housings, recreational vehicles, and equipment consoles. The polyurethane parts formed through RIM are more durable than those formed through injection molding, which ensures high performance in harsh conditions.
Thin and Thick-Walled Structures: RIM is particularly suitable for manufacturing thin-walled and thick-walled structures and structures with complicated shapes and sizes. This capability is most helpful in making parts such as medical equipment panels, electrical enclosures, and other complex components. The low viscosity of RIM materials also lets designers make intricate molds; this means that the final parts can have curves, have components encapsulated within them, have different wall thicknesses, and never bulge or warp.
RIM is widely used in large component manufacturing, including automotive bumpers, machine covers, and mass transit parts because it can accommodate complex designs and produce smooth surfaces. RIM does not require assembling several small parts to make a large part as the injection molding process does. This reduces the assembly cost and helps achieve better structural rigidity and surface finish, particularly in low-volume production below 5000 units.
Components RIM is very suitable for housing sensitive components like magnets, circuit boards, and metal inserts within plastic parts. This process also improves the quality of the final product and minimizes manufacturing costs since these components are incorporated into the molded part. Some uses include electrical and mechanical parts, where the encapsulation contributes to the part’s function and useful life.
Less Parting Lines for Enhanced Surface Quality: A significant benefit of RIM is that it creates parts with fewer parting lines, thus improving surface quality. This feature is very useful for products such as enclosures and housings for medical devices, electrical equipment, and many other applications where a clean and professional look is needed. The capacity to produce significant and complicated pieces in a single shot reduces the number of joints and potential failure areas, thus improving the product’s looks and durability.
Try Prolean Now!
What Products are Made Through Reaction Injection Molding?
In recent decades, Reaction Injection Molding (RIM) has emerged as one of the most preferred molding processes in many industries. This has made many businesses embrace this advanced manufacturing process since it can produce high-quality, strong, lightweight, and durable products. Some common industries where RIM is often used are as follows: reaction injection molding parts or products they deal with.
Medical and Healthcare Industry
The RIM process is widely used in medical and healthcare sectors to develop various medical devices and equipment. RIM is best used in making large and complex device housing, such as those used in CT scanners, MRI machines, dialysis units, surgical robots, mammography machines, and medical carts. Besides, RIM is suitable for developing other parts such as doors, panels, trays, and covers for different medical devices. RIM can create large parts of complex geometries in a single shot up to 8’x8’x2’, which makes it a very useful manufacturing process for laboratory, diagnostic, and surgical equipment.
Electronic Housings and Enclosures
RIM is also used in the electronics industry to manufacture housings and enclosures. The versatility of using RIM and the low temperature and pressure required in the process make it suitable for creating small, complex parts commonly used in electronics. Moreover, RIM’s ability to encapsulate electronic parts and over-mold such things as batteries, circuit boards, and transmitters adds to its appeal. The materials used in the RIM process are normally UL 94 V0 compliant, making them ideal for producing protective and long-lasting enclosures for electronics.
Automotive Industry

RIM automotive parts
RIM has been widely applied in the automotive manufacturing industry since its development. Most car and truck makers apply RIM to fashion big vehicle parts such as bumpers, wheel arch liners, steering wheels, dashboard consoles, instrument gauges, decorative trims, quarter panels, armrests, and body frames. The RIM process also enables the development of parts with high degrees of shock absorption and tensile strength. Furthermore, the components RIM produces are easy to paint so that they can blend with the rest of the vehicle. Another advantage of RIM products is that they are lightweight; hence, they enhance fuel efficiency in cars.
Heavy Equipment Manufacturing
Another area that is positively impacted by RIM technology is manufacturing heavy equipment. RIM fabricates equipment consoles, cabs, exterior panels, and intricate parts of heavy machinery such as generators, heaters, excavators, earth movers, and farming vehicles. The polyurethane plastic parts developed through RIM are highly resistant to wear and tear and, thus, more durable and easier to maintain than other materials. Also, RIM parts are lightweight, implying that heavy equipment can be easily lifted, managed, and operated.
Construction Industry
The construction industry also finds RIM useful in manufacturing parts likely to be exposed to extreme conditions. This material is used to make windows, doors, cab roofing, access and instrument panels, trimmings, and sheathing by RIM. Polyurethane parts also have high strength and durability, which makes them suitable for use when materials are exposed to wet and challenging conditions. RIM products do not deform or wear out even when exposed to weather elements for long and, therefore, ideal for construction.
Large and Small Appliances
RIM is widely used in manufacturing parts for industrial and domestic use appliances. Some RIM materials have good thermal characteristics and are used in refrigerator insulation and heating and cooling systems. RIM is also applied for making panels, doors, and architectural moldings to give flexibility and lightness to different components of appliances.
Sports and Recreation Industry
It is common in the sports and recreation industry to use RIM to develop soft products that are easily adaptable to the outdoors. RIM is used to make such products as skis, wakeboards, and snowshoes. Further, the lightweight RIM products make it suitable for recreational uses in scooters, dirt bikes, golf carts, and ATVs. The RIM process makes it possible to produce strong and capable products withstanding the loads associated with recreational usage.
Structural Components

RIM structural part
Applying the RIM process is ideal for manufacturing structural parts because it can create products with intricate designs, thin wall sections, and varying thicknesses. For small plastic parts or large industrial uses, RIM offers a solution that can be fine-tuned to fit any product or industry.
Get in Touch with the RIM Experts at ProLean Tech
ProLean Tech, a reaction injection molding factory, has provided (RIM) services for more than decades and has expertise in providing customized solutions to various fields. Our vast experience in RIM technology, customer-oriented support, and efficient program management has established us as a preferred partner for large format molding across the local and international markets.
At ProLean Tech, we have a dedicated and highly skilled full-service team that can assist you through all stages of your RIM project, from inception to production and delivery of the finished product. Please contact us to book an appointment to learn more about how our injection molding service can be customized to suit your needs.


Highly technical article. I’m curious about the material options for RIM beyond the typical polyurethanes mentioned here. Are there any newer or less commonly known materials being used in RIM that offer enhanced performance characteristics, like improved heat resistance or environmental sustainability?
Yes, newer materials like polyurea and certain hybrid polymers are being used in RIM for enhanced heat resistance and environmental sustainability, offering improved mechanical properties compared to traditional polyurethanes.