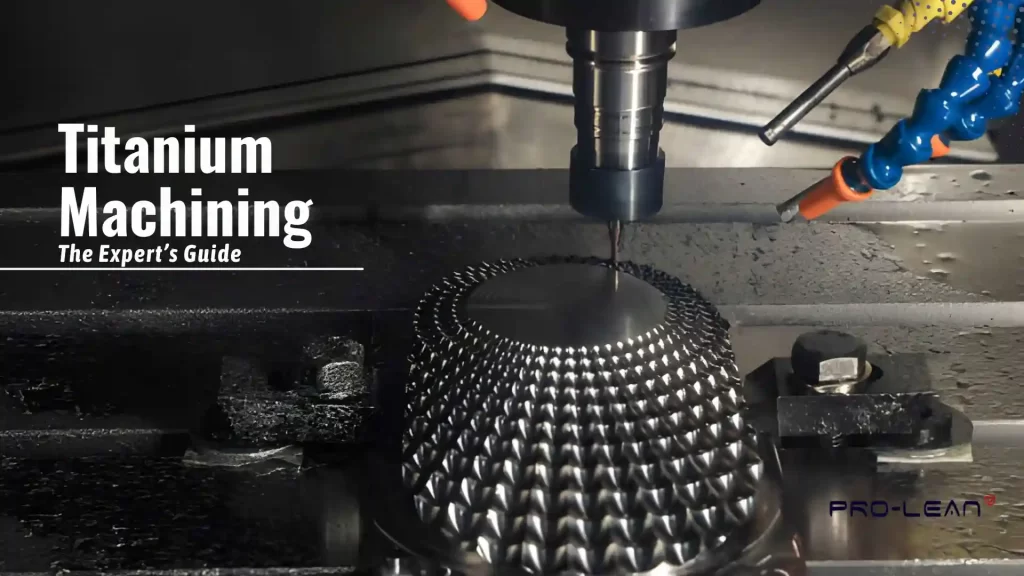
Titanium Machining
Titanium is a strong, lightweight (low-density), and tough material. It performs well in hot environments and resists corrosion over time. These traits make it suitable for parts or components like fan blades, aircraft frames, and landing gear, as well as medical implants such as hip joints, dental implants, and bone plates.
However, titanium fabrication is not without challenges. During laser cutting and machining, titanium does not dissipate heat well, so more heat stays around the cutting tool. This speeds up tool wear and can affect the cut quality. The material also tends to harden where it is cut, making the rest of the machining process more difficult.
At Prolean Tech, we apply controlled machining strategies to manage these challenges. We optimize speeds, feeds, and tool paths to limit heat buildup. Our careful tool selection reduces chemical reaction and premature tool failure. So, we always deliver stable machining results and consistent part accuracy.
This article covers common titanium machining problems and practical solutions alongside its available grades and machining techniques. So, keep on reading.
Common Titanium Machining Grades and Their Characteristics
Titanium offers many choices in terms of grade, with almost 40 ASTM grades available, as well as several specialty alloys. Each type has different levels of strength, weight, and machining characteristics. When choosing an appropriate grade, be considerate, as it will significantly impact the machining operations’ results.

ASTM F67 Grade 4 Titanium Rod
Below are some of the common types:
- Grade 1 to 4 (Commercially Pure Titanium): These are mostly pure titanium with small variations in strength. They are relatively easy to machine and offer excellent corrosion resistance.
- Grade 5 (Ti-6Al-4V or Ti 6-4): Grade 5 titanium contains 6% aluminum and 4% vanadium. While relatively lightweight, these are the strongest commercial titanium alloys and have superior high-temperature performance compared to commercially pure titanium.
- Ti-5-5-5-3 (Russian Titanium): This alloy provides approximately 30% greater tensile strength than Ti-6Al-4V. Due to its reduced machinability of roughly 50%, Ti-5-5-5-3 is considered more difficult to cut than Ti-6Al-4V.
- Ti-407: This is one of the newest titanium alloys, developed specifically for improved machinability. Compared to Ti-6Al-4V, Ti-407 has easier machining operations.
Titanium CNC Machining Workflow

Titanium Black Anodized Fasteners
Because titanium is a high-strength, high-heat-resistant metal that can react with cutting tools, machining operations must be carefully planned. High temperatures, combined with tool vibrations, can rapidly degrade cutting tools or damage the workpiece. However, the process can be simplified by following these practical steps:
- Choose the Right Cutting Tool: Titanium processing generates excessive heat during cutting, so the tool selected must withstand the hardness and high temperature. Coated high-speed steel or carbide tools are recommended for use with titanium. These tools provide increased depth of cut and a lower likelihood of chipping and damaging the part.
- Use Tool Coating: Tool coatings are used to manage heat generation and minimize tool interaction with the titanium being machined. Titanium aluminum nitride (TiAlN) is the most common coating used on machining tools. As the tool heats up, the coating forms a protective layer and transfers heat to the chips, reducing the risk of tool damage.
- Ensure a Stable Setup: Titanium can exhibit flexural behavior during machining. This often results in unwanted vibrations and chatter. Using a large end mill and minimizing the tool overhang will improve rigidity and stability. Maintaining consistent feed rates and avoiding sudden speed changes will reduce vibrations and minimize additional wear on the tool.
- Control Feeds and Speeds: Optimized feed rate and speed are needed to avoid generating excessive heat in areas where the cutting tool slows down or stops, i.e., corners. However, if the feed rate and/or speed are too high, they may contribute to the titanium hardening. Maintaining steady movements, along with consistent speed and feed rate, will enhance the surface quality and prolong the tool life.
CNC Titanium Machining Techniques
Titanium is a unique combination of high strength, lightness, and corrosion resistance, which makes it optimal for aerospace, medical, and industrial industries. However, its hardness and heat resistance make it extremely difficult to machine. Therefore, using the right tools, cutting techniques, and machining fluids is essential to produce accurate parts while reducing tool wear. The same machining practices are used in titanium CNC turning to maintain part accuracy and extend tool life.
Titanium Grinding
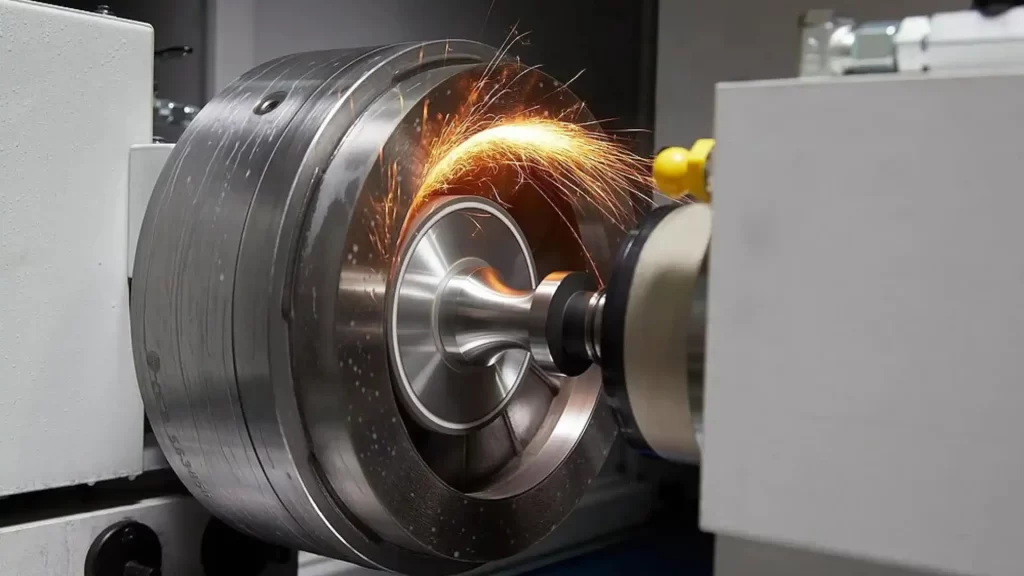
Titanium Flange Grinding
Grinding is used to remove small amounts of material from titanium and to refine and polish its surface. Because titanium is hard, diamond-coated or specialized abrasives are required. CNC grinding is preferred for precision and consistent results over manual grinding.
Grinding is primarily used for turbine shafts, aerospace brackets, and medical hip or dental implants, where smooth surface finishes and close dimensional tolerances are crucial.
Titanium CNC Drilling

Titanium CNC Drilling
Drilling is used to create holes in titanium rods, tubes, and structural parts. Titanium has low thermal conductivity, which generates significant heat when drilled. Thus, drilling is performed at a slow rate with adequate lubrication to reduce friction. High-speed steel or carbide drill bits are generally used to prevent chipping.
It is preferred to produce aerospace fasteners, medical screws, holes in implants, and components for the defense and automotive industries.
CNC Milling Titanium
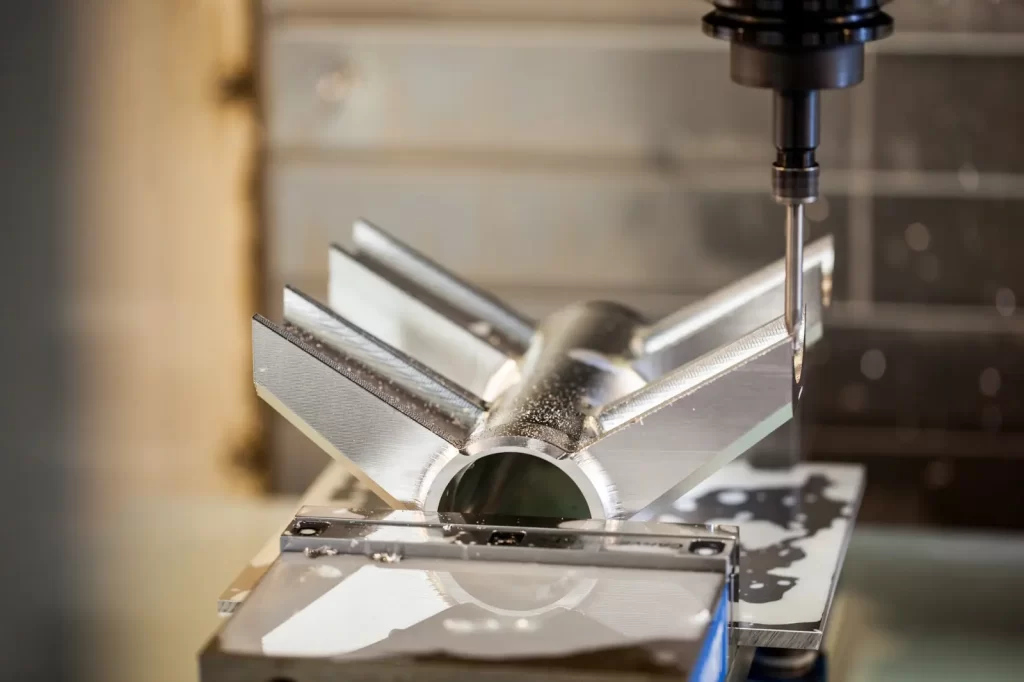
Titanium Milling
Titanium CNC milling uses a rotating cutting tool to remove material and create complex shapes with a smooth surface finish. Because titanium can chip or crack during machining, carbide or diamond-coated cutters are commonly used. The process is carried out at controlled cutting speeds and feed rates to reduce heat buildup and work hardening. Aerospace engine brackets, turbine blades, molds, dies, and medical plates are common parts produced with this method.
Titanium Tapping

Titanium Tapping Tools
Tapping involves forming internal threads in titanium components. In addition to high strength, titanium’s low thermal conductivity increases heat and wear associated with tapping; thus, carbide or high-speed steel taps are typically used with cutting fluids. Controlling speed and providing sufficient lubrication to minimize friction will reduce the risk of tap breakage and extend the tool life. Aerospace housing, automotive engine components, and threaded construction fittings requiring high strength and precise threads are examples of parts manufactured using this technique.
Titanium Drawing
Drawing is a technique used to stretch titanium into wire, rod, or elongated parts. High strength and work hardening can result in difficulty in forming the material; thus, lubricants are used to minimize friction and control temperature. Medical wires, aerospace rods, and fine electronic components are examples of parts that utilize this technique.
Titanium Machining: Challenges and Solutions
Titanium offers benefits like high strength and lightness; however, it can be challenging to machine. Understanding the primary challenges will aid in protecting your tools and improving machining operations.
Workholding
Titanium is more flexible than other metals and therefore can deflect or move during machining. Providing a secure hold and maintaining a stable machine setup is necessary. Stopping the tool in holes or near walls of the workpiece can lead to rubbing, heat buildup, and increased tool wear. Maintaining the steady motion of the tool will improve cutting operations.
Heat Generation
Due to the poor thermal conductivity of titanium, most of the heat generated during machining operations is absorbed by the tool. Harder titanium alloys make this problem worse. Lowering the speed and applying coolant can reduce the heat generated and prevent titanium hardening.
Galling and Built-Up Edge
Titanium tends to stick to cutting tools. This can negatively affect machining operations and damage the tool. This is referred to as galling or built-up edge. Applying adequate amounts of coolant, maintaining steady motion of the tool, and clearing chips will generally eliminate galling and assist in maintaining clean cuts.
How to Effectively Machine Titanium: Useful Tips & Considerations
As discussed before, titanium machining presents challenges due to its high strength and heat resistance. Adhering to a few basic guidelines will allow you to protect your tools, reduce heat generated, and produce higher-quality parts.
Keep Temperatures Low
Titanium is a poor conductor of heat. Therefore, most of the heat generated during titanium machining operations is absorbed by the tool. Heat generated can quickly dull the tool and increase rubbing, leading to further heat generation.
Additionally, heat can harden the workpiece edge, making it increasingly difficult to cut. Providing ample coolant will reduce the temperature generated and prevent the hardening of the workpiece.
Enter and Exit Cuts Smoothly
Abruptly entering or exiting a cut can damage the tool and workpiece. Gradually arcing the tool into the cut will slowly build pressure. Consistently feeding in the same direction (from thick to thin material) and maintaining constant cutting tool speed will reduce the shock to the tool.
Use Sharp Tools
Sharp cutting tools are essential for efficient titanium machining. Dull tools generate excess heat and wear out quickly. Tool sharpening can improve the machining process and the cut quality, while extending the life of the cutting tool.
Give Tools Room to Cool
Reducing the tool diameter and maintaining adequate space between cuts will allow for airflow and coolant to reach the cutting edge of the tool. This will help keep the tool cool and reduce heat buildup. Maintaining constant feeds and speeds will prevent excessive heat buildup and promote smooth cutting.
Preventing Galling
Titanium tends to weld to cutting tools, creating galling or rewelding at the edges. Sharpening the tools and providing lubrication will reduce the effects of galling. Reducing galling will protect both the tool and the workpiece surface.
Control Chipping
Edge chips are formed when the metal sticks to the cutting tool. As a result, damage to the tool can occur, and the cut quality will be compromised. Utilizing sharp cutting tools and machining fluids will minimize edge chips and yield a cleaner and more accurate cut.
Machining Titanium Vs Aluminum Vs Steel

Titanium CNC Machined Products
Titanium is lighter and stronger than steel and more heat-resistant than aluminum. It also resists corrosion better than both metals. Here’s a simple comparison:
Table 1: Titanium Vs Steel Vs Aluminum Machining
| Property | Titanium (Ti 6Al-4V) | Steel (Stainless) | Aluminum |
| Strength | Very high, keeps strength at high heat | Strong, but fatigues faster | Lower, less heat-resistant |
| Weight | Low, about 60% of steel | High | Very low |
| Corrosion Resistance | Excellent, self-repairing layer | Good, can rust | Good, but less than titanium |
| Machinability | Harder to cut | Easier | Very easy |
| Cost | Expensive | Moderate | Low |
Get Precision Titanium Machining Services from Prolean Tech
At Prolean Tech, we provide titanium CNC machining services for industries such as aerospace, automotive, and medical. We machine titanium alloys, including Grade 5 (Ti-6Al-4V) and other specialty grades, to produce precision parts. Our capabilities include tight tolerances (±0.0002″), small features (0.5 mm), thin walls (0.8 mm), smooth surface finishes (Ra 125+), and complex features such as grooves, threads, and undercuts.
We follow ISO 9001:2015 and ISO 13485:2016 standards. Whether you need a single prototype or large-scale production, we have the complete facility and can deliver accurate parts matches to design exactly. Contact us today or upload your design and get an instant quote from our engineers.


0 Comments