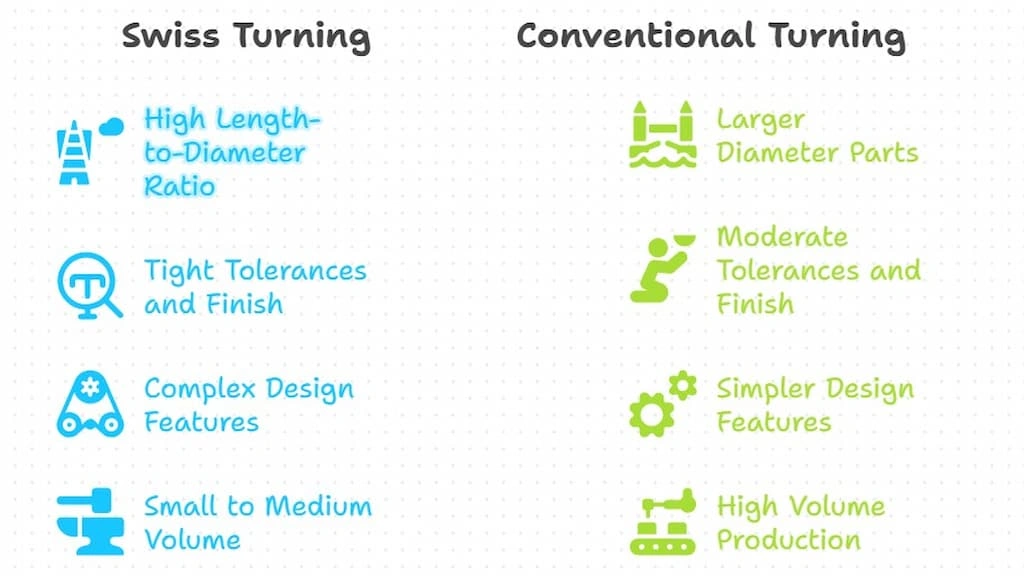
Swiss turning Vs CNC turning
The main difference between Swiss and conventional CNC turning is the size of the parts they can create and how the workpiece is held on the machine. They serve distinct manufacturing purposes and have extensive uses across modern industries.
CNC Swiss lathes are used for the Swiss turning, and CNC or conventional lathes are used for the standard turning operations. Understanding the equipment, process, application preferences, and capabilities of these two machining processes might be helpful for you to decide the correct method for your project.
What is Conventional Turning?
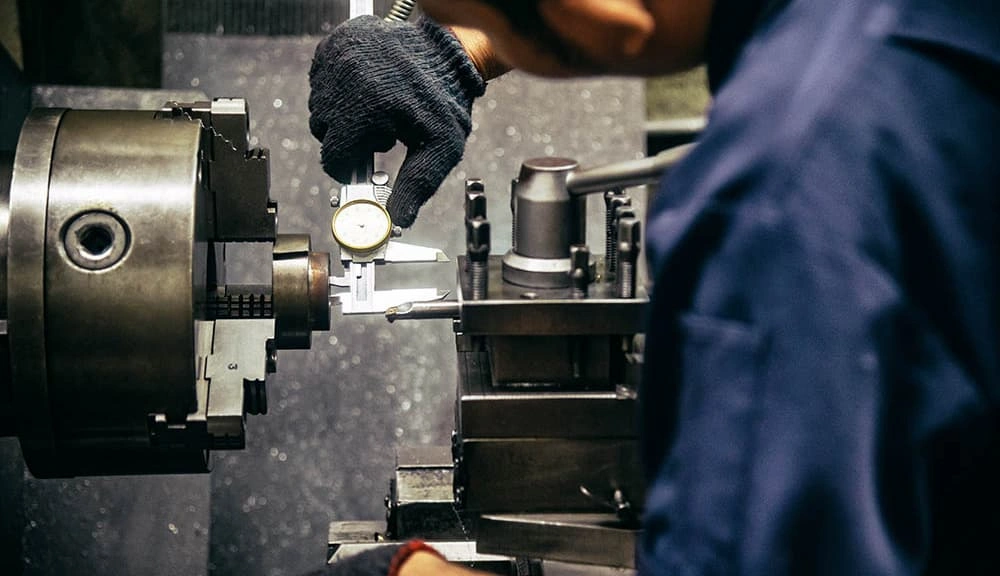
Manual lathe turning
Conventional turning is a fundamental machining process that makes cylindrical items by removing material from a rotating workpiece. Lathe machines are used for this purpose, which can be either manual or CNC. However, CNC lathes or turning centers are more popular in modern manufacturing than manual lathes.
In manual lathes, the operator manually controls positioning, feed, cutting, depth, spindle speed, and other machining parameters. On the other hand, all of the machining process is controlled by digital instructions(called G & M codes). Therefore, CNC lathe techniques allow for greater accuracy and repeatability.
CNC lathe turning
CNC Turning can handle jobs with a diameter as low as Ø 3mm, and heavy-duty goes up to Ø1000mm or even higher. However, the much smaller diameters make it challenging to machine due to tool reach and deflection issues.
What is Swiss Turning?

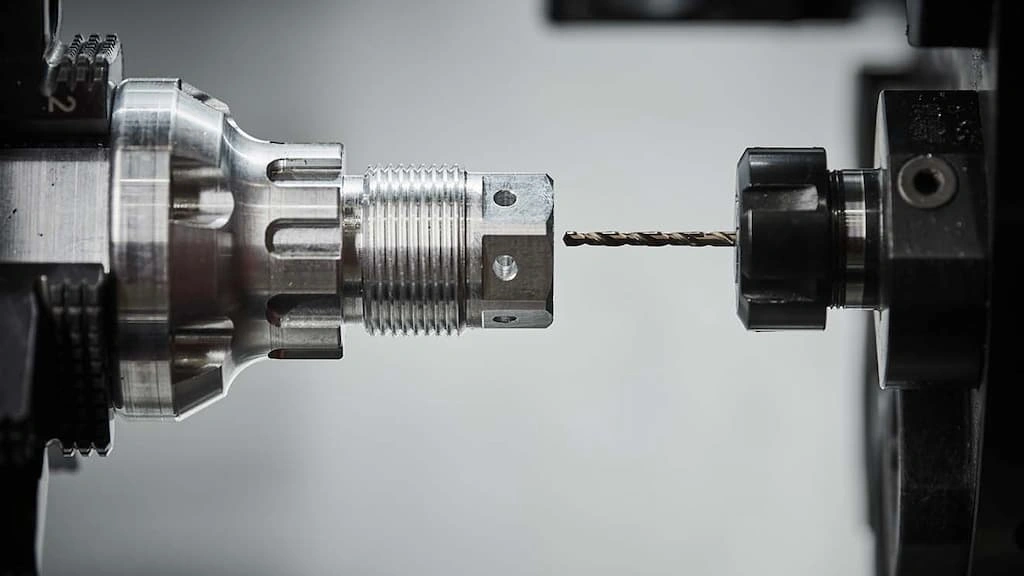
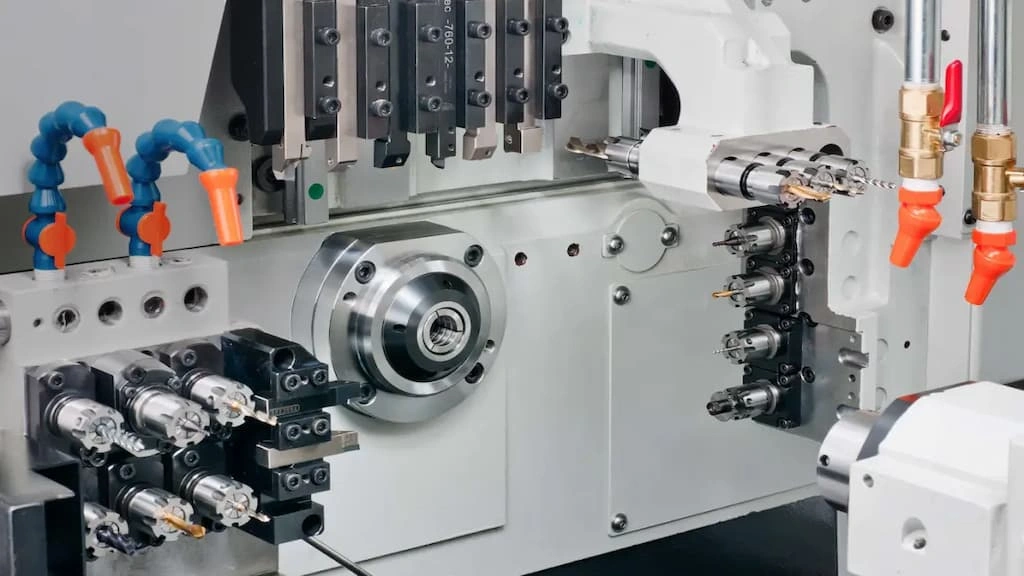
CNC Swiss lathe
First, what is Swiss machining? It is a specialized machining process to create small-sized components with dimensions in a few mm. This method enables stable machining, and you can craft complex features in small-sized workpieces.
Machining small-sized components in standard CNC causes deflection from alignment and excessive vibration. Therefore, Swiss-type machines are designed with a sliding headstock and a guidebushing mechanism. It supports the workbar near the tool and provides rigidity for precise machining.
Swiss turning is the most popular type of Swiss CNC machining process that creates small-sized axially symmetrical components with diameters as low as 0.5 mm.
The reason behind the name “Swiss turning” is that it was first introduced by a Swiss watch company in the 1870s to make complex watch components. Then, the technology is continuously evolving, and advanced CNC Swiss lathes are what we have today. The applications are far beyond the watches, such as medical, defense, aerospace, and semiconductor.
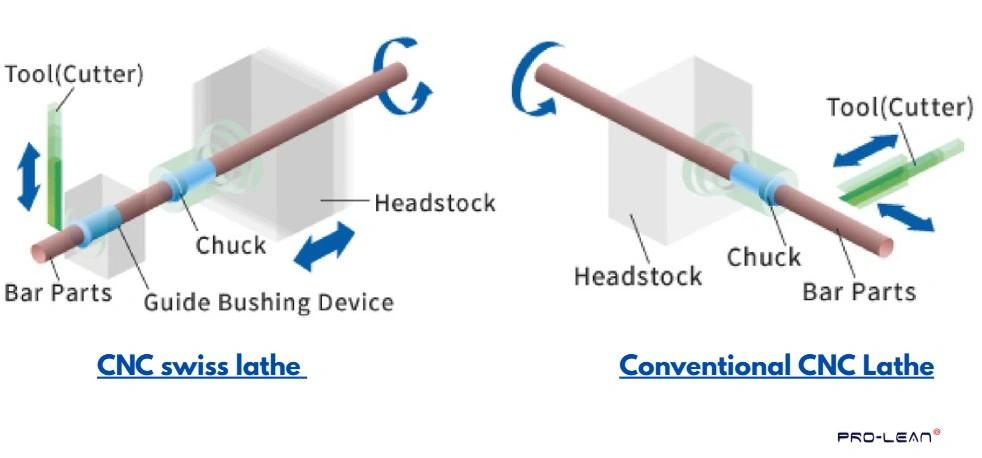
So, what is a Swiss lathe, and what makes it different from standard turning? It is the sliding workholding and guide bushing mechanism. Instead of moving the tool, the sliding headstock moves the workpiece axially towards the tool. Then, guide the bush in front of the tool, which tightly supports the work to avoid deflection and vibration.
Advantages and Disadvantages of Conventional Turning
Conventional turning is good for large and heavier workpieces and has a flexible setup. However, it is not efficient for machining long and slender parts and can take more time for complex features. Let’s elaborate advantages & disadvantages briefly.
Conventional Turning Advantages
- Large Parts Size: Conventional turning can shape large diameter workbars, typically up to 1 m.
- Efficient for High Volumes: It is cost-effective for large production runs while maintaining high repeatability.
- Lower Costs: The conventional turning is cost-effective than swiss turning due to low upfront and operational costs.
- Customization: You can craft custom turned parts tailored to your needs.
- Heavier Cuts: Conventional lathe tooling allows for making deep cuts, removing bulk material at a single pass.
- Simple Setup: The material and tool setup, CNC programming, and process monitoring are simple for conventional turning.
Conventional Turning Disadvanatges
- Limited Parts Size: Conventional turning is not suitable for small-diameter parts.
- Longer Cycle Time: It takes a long time to machine complex and multi-feature parts.
- Post-Processing Needs: Conventional turned parts might need additional surface finishing processes.
Advantages and Disadvantages of Swiss Turning
Swiss turning is ideal for long, slender items with small diameters. It offers precision, complex shapes capabilities, and fine surface finish. But it has some limitations also. Let’s discuss them.
Swiss Turning Advanatges
- Operation Versatility: You can perform milling, drilling, turning, threading, boring, profiling, and many other turning operations in advanced turn centres.
- Accurate and Small Parts: Swiss turning produces long, slender parts with tight accuracy due to guide bushing support.
- Longer Tool Life: The lower cutting forces in Swiss turning reduce the tool wear.
- Excellent Surface Finish: It offers a fine surface finish with no tool marks or burrs.
- High Automations: Swiss machines are highly automated devices; they can automate complex tool paths.
Swiss Turning Disadvanatges
- Part Size limitations: Swiss turning can not work with large-diameter workpieces, OD above 32 mm.
- Heat Buildup: It produces more heat than conventional turning, which makes it challenging to handle heat buildup.
- Complex Setup: It is challenging to set up tools, guidebushin, work material, and other systems correctly. The CNC programming is also complex.
Try Prolean Now!
Swiss Turning Vs CNC Turning: Working Principle
Working of Swiss lathe
Swiss turning involves sliding the workpiece through a guide bushing, which provides support near the cutting tool and enables stable machining. In contrast, CNC turning involves holding the workpiece in a chuck on the headstock spindle. The work rotates while the cutting tool moves along to shape it.
Let’s elaborate on how CNC turning and Swiss turning work:
How does CNC Turning Work?
Turning operations in conventional CNC lathes involve clamping the workbar into the headstock (collet or chuck) and providing support through the tailstock if it is long. The tool is attached to the turret/tool post in a carriage.
As the machine starts, the workbar rotates at pre-determined RPM, whereas the carriage (tool) moves along the length or radially according to G & M codes. Then, the cutting edge engages the work and removes material.
How does Swiss Turning Work?
The key features of Swiss turning are “Guide bushing” and a sliding headstock. The workbar is clamped on the collet in the headstock, and the guide bushing is positioned in front of the cutting tool.
As the sliding headstock moves, the work bar passes through the bushing before reaching the machining area. It supports the work in front of the tool. This configuration significantly reduces any deflection and vibrations, resulting in tight accuracy and fine finish.
Instead of feeding by tool movement, the sliding headstock moves axially and feeds the workbar with the support of a guide bushing. So, it works based on the tool, guide bush, and headstock movement.
Key Differences Between CNC Turning and Swiss Turning
Besides the working mechanism, CNC turning and Swiss turning have differences in the size of the parts they can handle, part complexity, accuracy, surface finish, cost implications, etc.
Now, let’s look at a quick comparison table:.
| Aspect | Swiss Turning | CNC Turning |
| Part Size | 0.5–32 mm, ideal for slender parts (L:D > 3:1). | Small to large parts, struggles with parts OD <3 mm. |
| Accuracy | Tolerances to ±0.001 mm | ±0.01 mm |
| Part Complexity | Complex multi-axis in one cycle. | Complex parts may need multiple setups. |
| Material Flexibility | Handles tough metals (titanium, nickel alloys). | Hard materials require special tooling. |
| Cost | Relatively costlier, but efficient for small–medium volumes. | Lower per-part cost, better for large volumes. |
| Surface Finish | Fine finish (Ra ~0.16 μm). | Rougher finish (Ra 0.8–1.6 μm). |
| Headstock | Sliding with guide bushing, minimal deflection. | Fixed headstock. |
| Cycle Time | Faster for complex parts requiring multiple operations | Faster for simple parts. |
| Coolant | Oil-based or specialized lubricants. | Water-based soluble coolants. |
Here are the further in-depth details given:
Part Size

large size turning
As mentioned previously, a Swiss machine is used for miniature components, typically having a diameter from 0.5 mm to 32 mm. The guide bush mechanism enables the machining of small-sized components. However, the diameter-to-length ratio must be greater than 1:3.
On the other hand, CNC turning can make small to large-sized components. But not as small as a Swiss-type lathe parts, typically below 3 mm, the tool tends to deflect, which leads to inaccuracies.
Accuracy and Complexity

Complex Swiss turned parts
When it comes to the accuracy of small components, Swiss turning outperforms the standard turning process. This CNC precision machining technique offers tolerances down to ±0.001 mm, or even lower with the 7-axis robotic lathes. On the other hand, the standard turning tolerance is ±0.01 mm.
Furthermore, the Swiss lathe produces complex parts in a single machining cycle. It can perform multiple operations on all sides of the work material, including both milling and turning operations. On the other hand, conventional lathes do produce complex parts, but they might need more than one setup.
Material Flexibility
A CNC Swiss lathe can machine several materials, including hard metals and other difficult-to-machine materials. For example, nickel alloys, titanium, hard steel, etc. On the other hand, conventional turning finds it challenging to machine hard materials and might require special tooling.
Manufacturing Cost
First, CNC Swiss machines are more expensive than conventional lathes due to the advanced technology and precision they offer. Consequently, the operation costs are also higher because of the complex programming and expertise required to operate.
CN Swiss turning is cost-effective for small to medium volumes, and conventional lathes can produce in large volumes with less per-part production cost.
Surface Finish
Swiss turning operations produce smooth and fine surfaces with a roughness value down to Ra 0.16 μm. The stable work holding and minimal vibration allow stable material removal and produce a fine finish even for the small parts.
On the other hand, standard CNC turning produces a relatively rougher surface with a roughness value between 0.8 to 1.6 μm. The parts often require post-processing for enhanced surface finish.
Headstock
In Swiss turning, a sliding headstock feeds bar stock through a guide bushing so the cut is made right next to continuous support. So, the deflection can be significantly minimized. On the other hand, conventional CNC turning uses a fixed headstock.
Cycle time
Live tooling CNC Swiss turning reduces the cycle time and can perform multiple operations simultaneously. Subsequently, tool paths can be optimized for short and repeatable cycles. On the other hand, the regular CNC process can be faster for simple parts and general machining tasks.
Coolant
Coolant is essential in the turning process to avoid the heat buildup in tools and to wash away the chips from the machining area. Swiss lathes use cutting oils or specialized lubricants. On the other hand, conventional CNC turning usually uses water-based, soluble coolants for stronger heat removal and chip evacuation.
Read more: Milling Vs Turning
Try Prolean Now!
How to Choose Between Conventional and Swiss Turning?
Design complexity & features, size, desired accuracy, finish, and many other factors affect the choice between conventional and Swiss turning. You must define your requirements and analyze which one best fits them.
The following are the key considerations for making the right choice between Swiss turning vs CNC turning:
Conventional vs Swiss turning
- Parts Geometry: If your part’s diameter is small and the length-to-diameter ratio is > 3:1, consider swiss turning. The guide bushing supports the long bars and machines without deflection and chatter.
- Tolerance & Finish: Swiss turning provides micron-level precision and fine finish, whereas CNC lathes are best for large shafts with moderate finish.
- Design Complexity: Choose Swiss turning if you need cross holes, slots, irregular profiles, threads, milling faces, and other complex features in small bars. Otherwise, use the regular turning process.
- Production Volume & Cost: Swiss turning is cost-efficient for small to medium volumes, whereas CNC turning services offer lower per-part cost in mass production.
- Reliability of Manufacturer: Also consider the experience and reliability of Swiss CNC machine manufacturers.
CNC Swiss Lathe Vs Screw Machines
Swiss screw machine
Swiss screw machines are specialized Swiss machines for producing small-sized screws. Typically, they are CAM-operated and less flexible than Swiss lathes. You can use Swiss screw machining to produce screws in high volumes with these machines.
Different cutting tools like turning cutters, thread cutters, and drill bits are mounted on a slide. Meanwhile, mechanical cams are installed behind each slide. As the spindle turns, the cams rotate and enable in and out of slides.
You can use Swiss screw machine services for simple turned items in large volumes, whereas CNC Swiss lathes are suitable for more complex items with cross holes and mill faces.
Industries Benefiting from Swiss Turning

Swiss turned parts
Industries like medical, electronics, aerospace, jewelry, and firearms heavily use CNC Swiss turning to produce a variety of micro-sized components. It ranges from custom surgical screws to gun barrels. This technology is beneficial for these industries due to the precision and miniature complex parts it can create.
The table below shows examples of industrial applications:
| Industry | Benefit | Application examples |
| Medical | Ultra-tight tolerances for implants & micro-instruments | Bone screws, dental implants, hypodermic needles, endoscope tips, and surgical fasteners. |
| Electronics | Small, complex parts at high speed for tight assemblies | Connector pins, sensor shafts, micro-spacers, probe tips. small screws. |
| Aerospace | Precision miniature components and repeatability | Fuel-system fittings, actuator pins, valve stems, sensor bodies, and hydraulic fittings. |
| Automotive | Cost-effective high-volume small parts and precision | Fuel injector parts, sensor shafts, ABS valve components, fittings, studs, bushings |
| Firearms | High reliability and dimensional control for safety-critical parts | Firing pins, extractors, gas-block parts, takedown pins, trigger shafts |
| Jewelry | Intricate, small components and customization | Ring shanks, clasps, posts, bezel tubes, decorative pins |
Is Swiss Turning Better than Conventional Turning?
There is no exact answer; which one is better depends on the situation and end requirements. Swiss turning is better for small, long, and complex parts. It provides micron-level tolerances and faster cycle times. But it is limited to a 32 mm workbar diameter.
On the other hand, conventional turning is better for parts with larger diameters and requires heavy-duty machining. So, you must choose depending on your shape, size, and other requirements.
Swiss Turning Service at ProleanTech
At ProleanTech, we offer extensive Swiss turning services across industries such as automotive, aerospace, medical, electronics, general hardware, etc. We have multi-axis Swiss turn machines to precisely shape material according to your design.
Our factory has the capability of creating small parts with a diameter as low as 0.3mm, whereas the machines can achieve the tolerances of ± 0.0004″. Consequently, we have a wide range of material options.
So, contact us for your Swiss turned parts manufacturing project and get the following benefits today:
✔ Precision machining of small, complex parts
✔ Multi-axis simultaneous machining with tight tolerances
✔ Prototyping and custom part development
✔ Cost-effective for all production volumes
Conclusion
Conventional CNC turning and Swiss turning are both prominent machining methods in manufacturing. They are used for different purposes. Conventional turning is suitable for larger parts with shorter geometries, whereas the Swiss type is ideal for long & slender parts with very small diameters. It also provides great detailing and tight precision.
You can consider size, design complexities, costing, desired accuracy, and manufacturing capabilities to choose between Swiss turning vs CNC turning. If you are outsourcing Swiss turning service from a secondary manufacturer, also consider the human resource expertise and production facility they have.
FAQ
What is the difference between CNC turning and lathe turning?
CNC turning is a modern multi-axis machining process performed in CNC lathes and turning centres, whereas lathe turning uses manual or CNC lathes.
What is CNC turning?
CNC turning is a machining process where a rotating workpiece is shaped by cutting tools. It creates precise cylindrical parts and is compatible with various materials.
What is a Swiss turning capability?
Swiss turning has the capability of machining workbars with a small diameter using a sliding headstock and guide bushing mechanisms.
How does a Swiss turning center differ from a conventional turning center?
Swiss centers use a sliding headstock mechanism that allows the workbar to pass through the guide bushing and engage with the cutting tool. This support near the cutting area provides rigidity and minimizes the deflection.


0 Comments