 Thermoforming vs injection molding
Thermoforming vs injection molding
The choice between thermoforming and injection molding affects the manufacturing costs, timelines for production, and quality of the final product. Both thermoforming and injection molding are used for different applications in modern manufacturing. Each has distinct advantages. Thermoforming uses vacuum or pressure to heat plastic sheets and then shape them over molds. Injection molding forces plastic molten into precision cavities using extreme pressure.
Understanding the fundamental differences between these processes helps manufacturers choose the process that best aligns with their part geometry requirements and production volume. ProLean Tech specializes in plastic injection molding services that are tailored to meet your production goals.
In this guide, you will get to know the detailed comparison of thermoforming vs injection molding, the advantages and disadvantages of injection molding and thermoforming, and process details. It will help you to choose the best process for your project.
What is Thermoforming?
Thermoforming is a manufacturing method that involves heating thermoplastic sheets to their to a forming temperature where the sheet becomes pliable, and then shaping them into molds or under vacuum pressure, mechanical forces, or compressed air. The technique was developed in the 1930s, initially for commercial purposes. It became more popular in the 1950s with the advancement of plastic materials and heating technology. This process is cost-effective for parts with large surfaces and simple geometries.
The process of thermoforming begins with clamping the plastic sheet into a frame and heating it until it becomes pliable. This temperature ranges between 250°F and 400°F, depending on the material composition. The sheet is then placed over or in a mold, and it can be shaped by using a variety of forming techniques. After cooling and solidification, the part is cut from the excess material. This can be recycled into production.
Thermoforming Processes
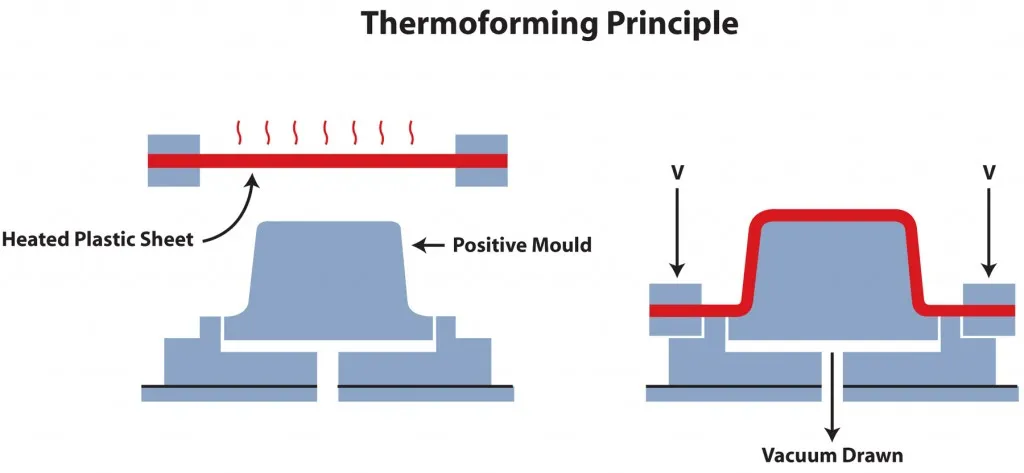 Thermoforming principle
Thermoforming principle
Thermoforming manufacturing encompasses many distinct techniques. Each technique is suited to varying production requirements and parts specifications.
Vacuum Forming
The simplest and most economical thermoforming manufacturing technique is vacuum forming. The heated plastic sheet is pressed over the mold with vacuum pressure to create parts that have one surface highly detailed, while the other surface remains smooth. This technique is best suited for shallow parts that have simple geometries with limited depth-to width ratios. Vacuum forming is ideal for prototyping and low-to-medium-volume production runs because tooling costs are minimal.
Pressure Forming
The process of pressure forming uses compressed air to push heated plastic into a mold surface. This produces sharper details, crisper corners, and tighter tolerances compared to vacuum forming. The added pressure (typically between 80 and 100 psi) creates finer details, textures, and logos. Pressure forming is a great way to bridge the gap between vacuum forming, injection molding, and producing parts with similar aesthetics.
Twin Sheet Thermoforming
The twin-sheet thermoforming technique forms two plastic sheets simultaneously in separate molds. They are then joined while they are still hot, creating hollow parts with double walls. This technique creates rigid structural components that have excellent strength-to-weight ratios. The twin-sheet forming technique allows for the creation of hollow components that would otherwise need to be assembled from multiple parts, reducing labor and potential leaks.
Common Thermoforming Materials
Thermoforming can be used with a variety of thermoplastics, each having its own performance characteristics. High-Impact Polystyrene is still popular because of its low cost and easy processing. ABS offers superior temperature and impact resistance for demanding applications.
Polyethylene Terephthalate Glycol, or PETG, is a chemically resistant polyethylene Terephthalate Glycol that meets FDA requirements for use in food contact applications. Polycarbonate is a material that offers excellent heat resistance and impact strength, which makes it ideal for protective covers and safety equipment. Other materials commonly used include acrylic (PMMA), Polyvinyl Chloride (PVC), Polypropylene (PP), or thermoplastic Olefins. Material selection affects formability, surface quality, and crack resistance.
Thermoforming Benefits
Thermoforming is a great option for certain manufacturing applications. This is especially true when tooling costs are a concern and flexibility of production is important. The thermoforming process is more cost-effective than injection molding. Thermoforming moulds are operated at atmospheric pressure or low-vacuum pressure, which eliminates the need for heavy steel construction. Tooling costs typically range from $2,000 to $50,000, depending on part size and complexity–significantly less than injection mold tooling. For many thermoforming applications, aluminum molds are ideal, reducing both costs and lead time. Composite or wood molds are suitable for prototyping and low-volume production.
Quicker lead times for tooling allow manufacturers to get products to market faster. Simple thermoforming moulds can be made in 2-4 weeks, compared to 8-16 weeks for complex injection molding. This speed advantage is critical for product launches that are time sensitive, seasonal products, or market test scenarios. When tooling costs thousands instead of tens or hundreds of thousands, design iterations are more affordable.
The ability to form large parts makes thermoforming the ideal solution for applications that require a lot of surface area. Thermoforming can form parts up to several feet long, wide, or deep. The applications include automobile interior panels, bathtubs, and shower enclosures. These large parts are either impractical or too expensive to manufacture with injection molding presses.
Flexible design allows for rapid customization and modifications. Before forming, the sheet material can be customized with texture, color, and graphics. Lamination techniques allow multiple finishes and materials to be combined into a single component. Tooling changes are relatively easy to make, allowing manufacturers to offer a variety of products without a large capital investment.
Thermoforming Applications
 Thermoforming applications
Thermoforming applications
Thermoforming is used by a variety of industries that require large plastic components with a high surface area. Packaging includes clamshell containers and food trays. Protective packaging for consumer electronics is also available. The ability to quickly and affordably create custom-fitted packaging makes thermoforming an ideal choice for limited-edition products and product launches. Thermoformed components are often used in medical device packaging that requires sterile barriers.
Thermoformed interior automotive components include door panels, dashboards, headliners, and trunk liners. The automotive industry appreciates thermoforming’s ability to produce large, complex-contoured components with excellent surface finish. The lightweight construction of vehicles contributes to fuel efficiency while maintaining structural performance.
Thermoformed components are used in consumer products from point-of-purchase displays to recreation equipment. Signage, kiosks, and exhibits are some of the applications. Other examples include vending machine faces, playground equipment, and storage containers. Retail and commercial environments are attracted to thermoforming because of its visual appeal, durability, and cost-effectiveness.
What Is Injection Molding
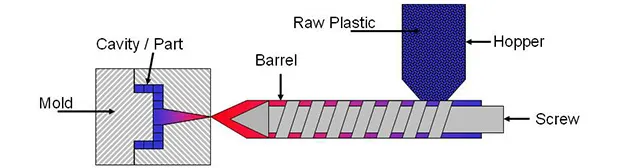
Injection molding machine
To make solid plastic parts, injection molding uses high pressure to push molten material through a closed mold. To begin injection molding, plastic pellets are fed into a heated barrel that has a screw built into it. External heating and friction from the screw, which moves the plastic forward, cause the plastic to melt. Once enough molten plastic is built up, the screw acts like a plunger and injects the plastic into the mold cavity. This is done at a pressure of more than 20,000 psi. This high pressure allows the mold to fill and replicate all the small features.
Injection Molding Process
The molding process is a system of numerous parts that operate in harmony. The injection unit is responsible for melting the plastic and injecting it, while the clamping unit holds the mold halves while the injection pressure is applied. Depending on the part size and surface area, clamping forces can go from 50 to 6000 tons.
An injection mold is made of two halves that are clasped together when injection is required. Those two halves then separate to eject the parts. For the cooling channels, there are ways to regulate the temperature and speed of solidification. There are runner systems that are used to guide molten plastic through the gates to the injection nozzle, then into the cavity of the parts. After the cooling process, the ejector pins push out the finished parts.
Modern machines have advanced computer systems that track hundreds of different parameters. These systems optimize injection speed, temperature, and pressure to help keep the quality of the parts the same for millions of cycles. Because of this, modern machines are able to consistently achieve the best tolerances.
Injection Molding Benefits
Injection molding has an unmatched advantage in high-volume production. Using a single mold, a production line can create millions of the same component every single year. These systems have a cycle time that ranges from 10 seconds for small parts to 2 minutes for larger and more complex parts. Because these are fully automated, the operations reduce labor costs.
The challenges in design for injection molding help it produce objects that literally no other process can achieve. Because of high injection pressures, melted plastic adheres to molds in detailed ways and captures features like threads, undercuts, and thin ribs. Complex curves, fine textures, and other details can be reproduced in molds. Also, with multi-cavity molds, mass production of several identical plastic parts can be achieved. Other techniques, like insert molding and overmolding, help integrate additional components, like metal and other materials, further eliminating secondary assembly.
The range of materials and applications in engineering is broad due to the thousands of engineered thermoplastics and thermoset polymers for individual applications in specific performance areas. A wide range of thermoplastics and engineering resins can be injection molded, and additives can be compounded for UV stability, flame retardancy, and color. Additives to the materials can provide colored, UV, flame-retardant, and also electrical, antimicrobial, and non-stick properties.
The process’s exceptional repeatability ensures every part meets specifications over production runs lasting years. After optimizing process parameters, injection molds maintain dimensional consistency to within microns. This repeatability is vital for assembly products that have tight tolerances, medical devices that have to meet strict regulations, and consumer products that have interchangeable, modular components. The statistical process control system monitors production and identifies variation before it can result in defective products.
The reduction of post-processing also decreases the overall cost of production. Most applications require no additional machining, painting, or polishing. Trimming systems automate the cutting of gates and runners, which are recycled into the production process. Directly molded components can be finished with a wide variety of surface textures, including glossy finishes, and even have additional steps eliminated.
Try Prolean Now!
Injection Molding: Advantages & Disadvantages
Knowing most advantages and disadvantages can be very helpful for manufacturers to make a more accurate decision.
Advantages:
- Once you get going, you can create millions of identical, interchangeable components.
- Ability to handle complicated geometries, with tight tolerances and intricate details.
- Ability to perform to different standards across a variety of materials.
- Promotes sustainability by using fully integrated recycling streams.
- Overmolding can create multi-material modular components.
- Finishing of surfaces without secondary operations.
- Production that is mostly automated, requiring very little personnel.
Disadvantages:
- Initial tooling can cost between $10,000 per mold and as much as $1,000,000 per mold.
- The lead time for mold fabrication is 8-16 weeks.
- When design changes occur, mold revisions can get pricey.
- It is economically feasible only for very large quantities.
- Press tonnage limitations of the parts.
- Material waste in the form of runners and rubble.
Common Defects in Injection Molding
Defects in injection molding, such as unfinished flashings, burn marks, and sink marks, may occur. Understanding these helps to avoid them. The flash is the excess material that is between the mold. Excess material can occur from insufficiently setting the clamp or the cause of the mold, and can even be caused by the injection setting. The clamp can be adjusted to be stronger, and the injection setting can be optimized to help mitigate this issue.
Short shots happen when there is not enough filler plastic in a cavity to form complete parts. This can be due to insufficient injection pressure, premature freezing, or restricted gates. To resolve, increase injection pressure, speed, and melt temperatures. Also, remove gating restrictions.
As internal stresses relax, warpage occurs. Warpage can be the result of a lack of even cooling or insufficient cooling. Warpage can be addressed by optimizing cooling channel design, adjusting cooling time, and using less shrinkage material.
Sink marks are the result of interior material shrinking faster than the exterior, leaving surface depressions over thicker areas. These can be alleviated by increasing pack pressure, adding hold time, reducing wall thickness, or adding some ribs in a specific design. Burn marks are caused by air entrapment or material degradation. These can be eliminated by increasing venting and reducing injection speed in the problematic areas.
Injection Molding Products

Applications of injection molding
Injection molding is used to produce plastic components in virtually all industries. Interior trim panels, exterior fascias, and lighting assemblies are all automotive components. Injection molding is used by the automotive industry to create millions of identical components that meet safety and quality standards.
Injection-molded housings are used primarily for consumer electronics, including smartphones, tablets, and televisions. Surface finishes are designed to meet aesthetic standards while maintaining precision tolerances. Internal structures are used for mounting points, cable management, and heat dissipation.
Injection molding is required for medical devices, such as syringes and IV components. It’s also needed for housing of diagnostic equipment, surgical instruments, and drug delivery devices. Validated processes and medical-grade materials ensure regulatory compliance.
Injection molded products include toys, kitchenware, and storage containers, s as well as sporting goods, tools, and many other household items. Injection molding is ideal for consumer markets that are competitive because of its design flexibility, variety of materials, and cost-effectiveness.
Thermoforming vs Injection Molding: Direct Comparison
Direct comparison of thermoforming vs injection molding
Comparison of thermoforming and injection molding on key parameters will help manufacturers select the best process to use for specific applications.
Cost Analysis
The cost of the tools is what makes the biggest difference between thermoform vs injection molded products. Molds used for thermoforming can range from $2,000 to $50,000, while injection molds cost between $10,000 and $1,000,000, depending on the complexity. The cost difference between thermoforming and injection molding is ten-to-twenty-fold. This makes it an attractive option for products with low to medium volumes.
The faster cycle time and the less waste material in injection molding make it more cost-effective for higher volumes. Injection molding can be cost-effective for volumes between 5,000 and 25,000 parts, though this number may vary depending on the size of each part, the complexity, and material costs. For volumes below this range, thermoforming is usually more cost-effective.
Material costs are higher for thermoforming because sheet material per pound is more expensive than pellets. Trim scraps can be recycled from thermoformed components and typically represent 20-40% sheet area. Injection molding waste consists primarily of runners and gates, which typically represent 5-15%.
Production Capabilities Comparison
The cycle time of thermoforming depends on the size and thickness of the part, as well as the cooling requirements. Injection molding cycles for small components can range from 10 seconds to several minutes. The injection molding process can be run with multiple cavity molds. This produces more parts per cycle. The individual cycle time is reduced.
For production volumes greater than 25,000 pieces per annum, injection molding is preferred. Automated systems are capable of producing millions of pieces per year, with minimal supervision. Thermoforming works best with smaller volumes where amortization costs of tools can be managed, and design flexibility is more important than cycle time considerations.
The sizes of the parts are variable. Thermoforming can handle large-surface parts as big as several feet, but is limited by sheet sizes and forming equipment. Injection molding is limited by the size of the mold and the tonnage of the press. It is therefore limited by press tonnage, shot size, and mold handling capacity, which can make very large parts impractical or costly.
Geometric Design Capabilities
The geometrical characteristics of the parts are fundamentally different. Thermoforming produces hollow or open parts with uniform wall thicknesses and contours that are relatively simple. Injection molding creates solid parts with varying wall thicknesses, complex internal geometries, and varying wall widths. These parts also have threaded features and intricate surface detailing.
The tolerances of injection molding (+/- 0.001 to +/-0.005 inches) are higher than those of thermoforming (-0.010 to +0.030 inches). The best application for injection molding is when you need precision fittings, interchangeable parts, or tight control over dimensions.
The process used can affect the quality of the surface finish. Injection molding can produce finishes from high gloss to matte. The surface of a thermoformed sheet can be very similar on one side. However, the side that contacts the mold may have less definition. Pressure forming can improve the surface quality of thermoformed surfaces, but it is rare to match injection-molded finishes.
The wall thickness for thermoformed parts can be a constant from 0.0 30 to0.25″, depending on how the material is distributed in the forming process and the thickness of the sheet. Injection molding can be used to create wall thickness variations. Thin sections as thin as 0.020 inches can be placed next to thicker sections as large as 0.500″.
Comparing Materials and Performance
Material selection for injection molding includes engineering thermoplastics, thermosets, and elastomers. Thermoforming uses thermoplastic sheets primarily, so the polymers available are limited.
Due to its ability to include ribs or bosses as well as other strengthening features, injection molding is often preferred for structural performance. The key to the strength of thermoformed parts is shape geometry. These parts are well-suited to applications with large surfaces or curved contours. Injection molding is a great way to incorporate special polymers into your product and process them.
Try Prolean Now!
Custom Thermoforming Vs injection Molding For Automotive Parts
Injection molding or custom thermoforming is a choice in manufacturing that impacts cost and performance, as well as production efficiency.
Interior Component Applications
In automobiles, thermoformed parts include interior panels, door trims, and package trays. The process is suited to large surfaces, light constructions, and low production quantities. Tooling costs are low, so automotive manufacturers can offer different trims on models without having to incur prohibitive cooling expenses.
Injection molding is preferred for applications that require precision assembly or complex geometries. Injection molding is ideal for dashboard components such as center consoles, air vent assemblies, and dashboard components. Investment in injection tooling is justified by the high production volume of the automotive industry.
Exterior and structural components
Automotive exterior components have many uses. Thermoforming can be used to make large panels such as the inner fender line and underbody shields. Injection molding is used to produce smaller exterior components with complex curves, integral fasteners, and a precise fit.
Structural applications requiring maximum strength and minimal weight increasingly utilize injection molding with glass-fiber-reinforced polymers. Thermoformed components can provide performance advantages by allowing fiber orientation to be controlled and optimizing material placement.
Selecting the Right Process for Your Application
The selection of a process requires consideration of multiple factors, including the production volume, part geometries, tolerance requirements, materials specifications, and overall cost.
When to choose thermoforming
- The production volume ranges from hundreds to low tens of thousands per year.
- The parts have large surfaces with simple geometry.
- Capital investment is limited by budget constraints
- Need for rapid prototyping and design iterations
- The part size is larger than the capabilities of a typical injection molding machine
- Application requirements can be met with lower tolerances
When to choose injection molding
- Production volume exceeds 25,000 parts per year
- If you need intricate parts, complex geometries, or tight tolerances
- Materials performance demands engineering thermoplastics and specialty polymers
- The importance of repeatability and consistency in dimensions
- The finished surface must meet high aesthetic standards
- Multi-material assemblies and overmolding offer functional advantages
Consider compression when:
- The use of thermosets or composite materials is required
- Production of large, moderately complex components is needed
- Medium production volumes justify tooling investment
- The strength-to-weight relationship is crucial
- Electrical or thermal insulation is used in certain applications
If You’re Considering Thermosets/Composites: Compression Molding
Compression Molding vs Injection Molding is an innovative process that can be applied to certain applications. This applies to thermoset materials and composites.
Compression Molding Overview
Compression molding is the process of placing pre-measured material into heated mold cavities and then closing the mold with hydraulic pressure. Heat and pressure can cure thermoplastic composites or thermoset materials. This process excels at producing large, flat parts with moderate complexity from materials like sheet molding compound (SMC), bulk molding compound (BMC), and long-fiber-reinforced thermoplastics.
Process Comparison
Compression molding offers many advantages. These include lower tooling costs and excellent strength-to-weight ratios of composite materials. There are some disadvantages to compression molding, such as longer cycle times, increased costs per part at volume, and limited geometric complexity.
Compression molding can be used to produce automotive body panels, electrical enclosures, appliance components, and aerospace parts where composite materials provide performance advantages. Injection molding is better for applications that need tight tolerances and complex geometries.
Comparison Table: Process Selection Guide
|
Factor |
Thermoforming |
Injection Molding |
Compression Molding |
|
Cost of Tooling |
$2,000-$50,000 |
$10,000-$1,000,000 |
$5,000-$200,000 |
|
Best Volume Range |
Hundreds to low tens of thousands/year (part-dependent) |
Tens of thousands to millions/year |
Annually, 1,000 to 100,000 |
|
Part Geometry |
Simple, open shapes |
Complex solid parts |
Medium-sized complex |
|
Tolerances Typical |
+-0.010 to +-0.030 |
+-0.001 to +-0.005 |
+-0.005 to +-0.020 |
|
Cycle Time |
30 sec-3 min |
10 sec-2 minutes |
1-5 min |
|
Material Options |
Thermoplastic sheets |
Thermoplastics are available in a wide range. |
Thermosets and composites |
|
Maximum Part Size |
Large, sheet-size limited |
Press/shot-size limited |
The Large |
Conclusion
Injection molding and thermoforming are fundamentally different methods of plastic production, optimized for specific applications and scenarios. Thermoforming is a cost-effective way to produce large, simple components using low-pressure forming techniques and affordable tooling. Injection molding is best suited for high-volume production, complex components that require precision, consistency, and superior material performance. The two processes are not necessarily superior; the choice depends on matching process capabilities to specific project requirements, production costs, and performance specs.
ProLean Tech offers extensive expertise in injection molding, compression molding, and thermoforming to assist manufacturers with informed decisions. Our engineers conduct a thorough analysis of the part requirements, production volume, material specifications, and cost targets to recommend an optimal manufacturing strategy. ProLean Tech offers thermoforming and precision injection molding solutions that meet quality standards and deliver on time. Contact our team today to discuss your plastics manufacturing needs and receive expert advice on the process selection for your project.
0 Comments