Injection molding is essential for creating high-quality, precise parts in large quantities. This article explores various injection molding techniques—including gas-assisted, thin-wall, and liquid silicone molding—highlighting their unique features and benefits. By understanding these methods, you can select the best approach for your manufacturing needs, ensuring efficiency and optimal project results.
What is Injection Molding?
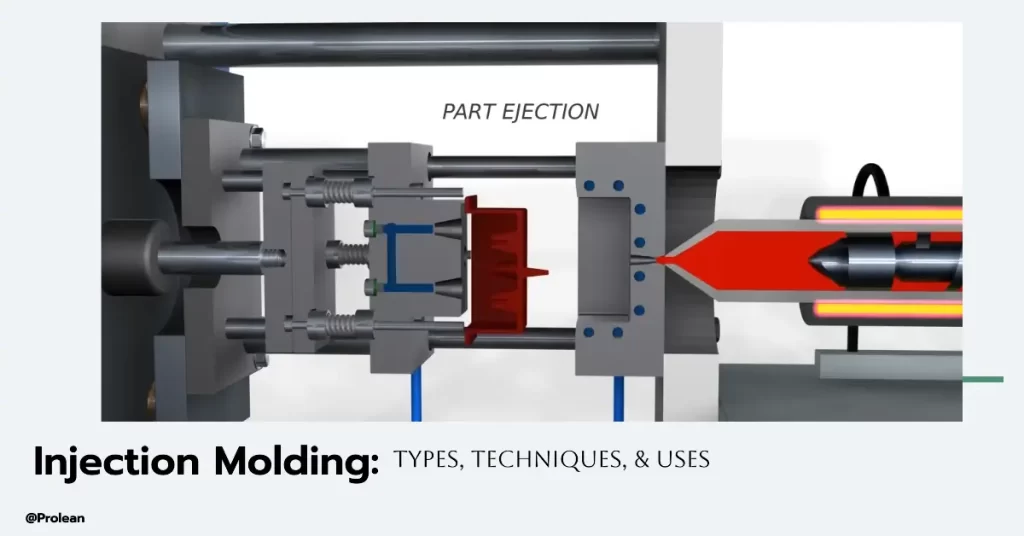
The injection molding setup
Injection molding is a production method that enables items to be made in massive amounts. Molten materials are injected through a mold, also called a “mold” in the US, to create the desired effect. Thousands of similar products are usually made using the Injection molding technique as a mass production method. Metals, glasses, elastomers, and confections are all possible materials for injection molding. However, thermoplastic and thermosetting polymers are the most popular.
Try Prolean Now!
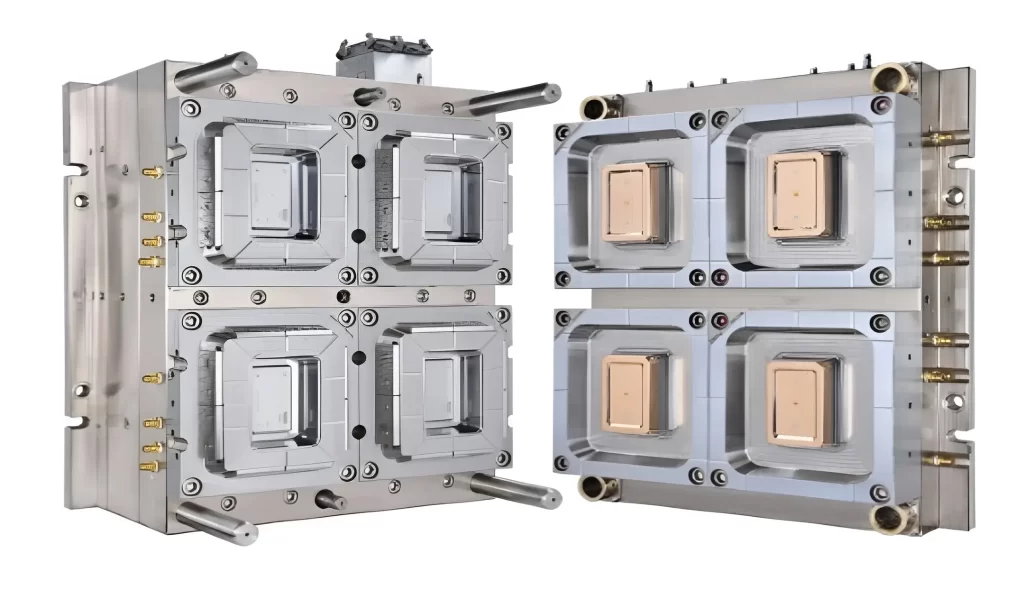
Types of Injection Molds
Today, we are going to discuss the different types of injection molding. Mold types typically seen include two-color mold, over-molding, and family mold. These molds are classified based on their unique properties and purposes, with each providing specific benefits in the manufacturing process. Today, I’ll discuss the types of injection molding procedures that are classified based on the mold’s structure. We must realize that the mold structures we create for our clients are built on these fundamental categories.
The different types of injection molding technology are listed below:
Gas-Assisted Injection Molding
Gas-assisted injection molding forces the plastic through the mold sides by injecting a pressurized inertial gas (usually nitrogen gas) into the mold when the molten plastic becomes solid, creating a space where the gas was before. This type of injection molding can be used to reduce material in huge portions, create hollow goods, and create different pores designs.
This plastic injection molding type has advantages in using less material and requires less cooling time. When the molten plastic moves towards cooler mold walls, the gasses in the bag will become full of thicker parts, producing less distortion and quicker cooling periods. Furthermore, the pressure reduces the likelihood of sinking marks developing and reduces shrinkage while cooling.
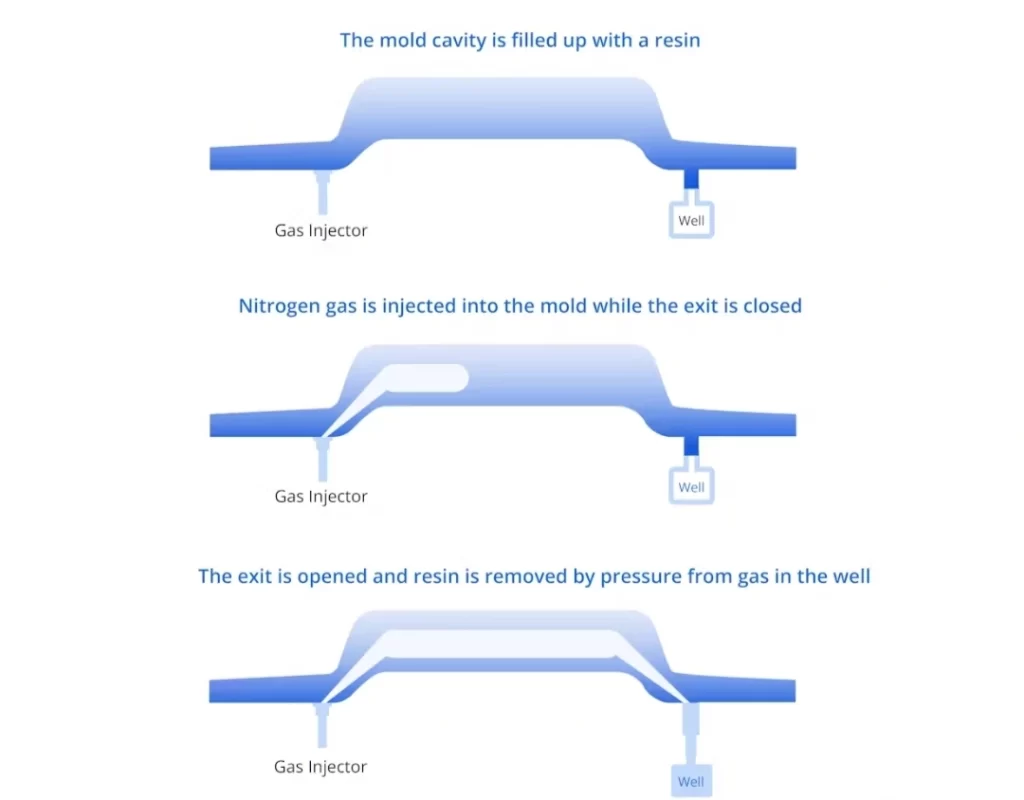
Gas-assisted injection molding
The use of gas-assisted injection molding is not without restrictions. It is restricted to single-cavity molds because any other arrangement would make gas routing too complex, which is more challenging by several separate cavities. Gas-assisted injection molding is often not an option for transparent polymers because of their particular susceptibility to this effect.
The typical components for gas-assisted injection molding include:
- Acrylonitrile butadiene styrene
- Polycarbonate
- High impact polystyrene
- Nylon
- Polybutylene terephthalate
- Polyethylene terephthalate
- Polypropylene ether
- Polypropylene
Thin-Wall Molding
Thin wall molding components optimize material and reduce costs. Walls as thick as 1-2 mm can be produced using thin wall molding, which shortens cycle times but raises injection pressure requirements. Since thin-wall molding is often utilized for tiny components. Small, tight-tolerance products, such as electronic parts, enclosures, medical device components, and tubing, are suitable for thin-wall injection molding.
As already pointed out, thin-wall injection molding has many benefits, including speed and cost reductions. Furthermore, cycle time has been significantly cut, and because the parts are lighter during shipment, fewer pollutants are produced. Recyclable polymers may also be used to make a thin-wall injection mold. Thin-wall components save weight and pollution in fuel-powered applications like heavy machinery and cars.
Thin wall molding
The disadvantages of this process are the higher cost of thin-wall injection molds and molding equipment, as well as the need for skilled molding professionals to operate them. Higher pressures are also necessary for thin walls. Therefore, machines must be equipped with components that can withstand stress and continue to function well for many cycles.
Typical materials for thin wall molding injections include:
- Nylon
- Polypropylene (PP)
- Polyester
- Polystyrene
- Cellulose plastic
- POMs, and other polymeric materials with high flexibility.
Liquid Silicone Injection Molding
Liquid silicon is a type of injection molding made of silicone rubber that may be produced in large quantities through liquid silicone injection molding. Despite other injection molding types, this one requires vulcanization because silicone rubber is a thermoplastic material—vulcanization is a procedure that gives rubber its advantageous material features, such as elasticity and resilience.
The cold-temperature silicone rubber is pumped into a warmed mold chamber and vulcanized, unlike conventional injection molding, which involves injecting molten plastic into a cooler mold. This injection molding process requires specialized tools, including mixers, measuring units, precisely sealed molds, and other parts. Seal applications, connections, baby items, biocompatible medical devices, over-molding for other plastic products, baking equipment, insulating products, and more are among the uses.
Injecting silicone liquid offers several special benefits. The substance may be stored in its liquid state, prepared for utilization, and doesn’t need to be melted. If the machine is designed properly, silicone usually solidifies quickly and generates little to no scratches or wastage.
Since the material is never heated outside of the mold, this injection molding technique usually automates the injection method to minimize operator mistakes and provide a reduced-risk procedure. Among the many injection molding options available, silicone goods stand out because of their exceptional resistance to chemicals, temperature, and electricity, making them one of the few biocompatible materials.
The following materials are often utilized in liquid silicone injection molding:
- Standard silicone
- Medical grade silicone
- Resistant silicones
- Optical silicone
Structural Foam Molding
Since structural foam molding uses a combination of substances, such as a polymer combined with an organic blasting reagent or a gas with no oxygen (like nitrogen), it is possible to mass-produce massive pieces. The materials are blended inside the mold after being maintained apart in a liquid condition. Subsequently, the combination is exposed to the gas/chemical blower, which alters its chemical response and forms a foamy substance that expands quickly and has little rigidity.
Although the surface contact between the polymer and the mold compresses to produce a great-density protective layer on the outside of the component, the inside of the foam keeps its highly porous cores as it swells and dries. The injection mold produced is a robust, thin, and elastic foam. Car roofs, healthcare housings, skis, interior and exterior vehicle parts, and other big pieces are among the applications of structural foam molding.
The benefits of structural foam injection molding are rooted in its capacity to produce big, robust, lightweight, and reasonably priced parts. Although structural foam is naturally porous, it may grow to the size of automobile roofs and other huge goods using less material. Because it can readily handle walls of varying thickness, undergoes less stress during the molding process, resists warping, and is less likely to break molds or machinery, structural foam injection molding is a simple procedure to use.
The major drawbacks of structural foam molding are related to the foam itself: poor surface finish, inability to have walls thinner than ¼ inches, and a usually higher post-processing need than other injection molding types. Moreover, manufacturing rates for structural foam molding are slower than those of other injection molding methods.
The following materials are frequently used in structural foam injection molding:
- Polyurethane
- Polycarbonate
- Polyphenylene oxide (Noryl)
- Polybutylene terephthalate
- Acrylonitrile butadiene styrene, etc.
Hot Runner Injection Mold
Hot runner injection molding is a very efficient process applied in the manufacture of plastic parts, designed to minimize scrap and minimize cycle times. In such a system, it holds the plastic material molten within the runners of the mold hence eliminating the need for runners as used in traditional cold runner systems that require discarding solidified runners. This leads to the generation of less material waste with no call for regrinding. Besides, hot runner injection molds have faster cycle times and better finishes, which has made them perfect for complex high-volume production runs. It is often used by automotive, electronics, and packaging industries to optimize their manufacturing processes at an effective cost with consistent precision.
Metal Injection Molding
Metal injection molding, perhaps the most recent and distinctive kind of injection molding, enables the creation of injection-molded metal goods. Binder and metal powder are combined and ground into powder throughout the process. After that, what is known as “feedstock” is injected into an injection unit, which molds the raw material. Following the molding process results in an entirely metal (but still porous) product.
A sintering oven increases the strength of the debonded item by causing metal atoms to agglomerate into a matrix of solids to achieve an increased hard density. Once this is achieved, the component is prepared for post-processing operations such as thermal treatment. This method may mass-produce tiny (less than 100g) metallic elements in a single stage, including connections, hand-held heads, mechanical components, aircraft and automotive parts, and more.
Another advantage of metal injection molding is that it may build metal pieces that were not previously possible with more conventional techniques. Additionally, many pieces may be molded in a single step, competing with the more popular casting method for tiny metal components.
The main drawback of this injection molding method is that it can only produce parts in smaller quantities and at a higher cost. Due to the high cost of the equipment required, metal injection molding is only used in exceptional-quality applications that call for extremely intricate and comprehensive metal components.
The following materials are frequently used in metal injection molding:
- Stainless steel
- Tungsten carbides
- Various alloys
- Cobalt-chrome
- Titanium
- Nickel superalloys
- Molybdenum-based metals
- Composites
Injection molding varies greatly due to diverse production purposes. Amongst all, one major comparison can be made between compression molding vs injection molding. In the case of compression molding, the material is pressed into a hot mold, whereas in the case of injection molding, material injected with high pressure in a molten state is applied. Out of all types of injection molding, hot runner injection molding is significant amongst all. This ensures that plastic remains maintained in the runners, thus decreasing waste and improving cycle times compared to its traditional cold runner equivalents. It improves production efficiency and is valuable in large-volume manufacturing, especially where precision work is involved and materials tend to be costly.
Try Prolean Now!
Unlock the Potential of Advanced Injection Molding with ProleanTech
At ProleanTech, we convert ideas into high-quality products using advanced injection molding techniques. Our capability is across multiple variants of injection molding, including gas-assisted injection molding, thin-wall injection molding, and liquid silicone injection molding.
Why Choose ProleanTech for Your Injection Molding Needs?
- Composite Expertise: We manufacture various types of injection molding, from gas-assisted injection molding of lightweight, hollow parts to thin-wall molding of cost-effective precision components.
- Advanced Technology: Our advanced equipment allows for state-of-the-art techniques – even liquid silicone injection molding for tough, flexible applications.
- Custom Solutions: From large lightweight parts that require foam injection molding to custom injection molding materials, we provide tailored solutions to fit your project requirements.
- Customer Solution: Discover how ProleanTech can raise your manufacturing game by using our reliable foam injection molding and high-quality injection molding services.
Conclusion
Optimal selection of injection molding techniques would improve product quality and cost efficiency. Gas-assisted molding for lightweight parts, thin-wall molding for accurate components, or liquid silicone for high-performance applications could be used, with proper decisions based on each method.
This understanding will help you choose the best Injection molding services according to your needs.


Thanks, i was looking for clear illustrations of injection molds . It really helped me in my mold selection process.
Great to know that out article was helpful for you ! Thanks