“Surface roughness ra is a significant factor in CNC machining because it determines the performance, wear, and life span of the produced parts.”
The surface finish of the machined surface is a core factor that determines the quality, reliability, and performance of the produced parts. This is because smooth surfaces allow parts to be more durable than rough surfaces since they cut down on friction. It is important to know that in different fields, different degrees of roughness are needed. Knowledge of various types of surface finishes and surface roughness ra can be useful in the quality and performance of the manufactured parts.
What Is Surface Finishes Chart?
A surface finish chart is used in manufacturing to show different types of surface finishes and the roughness values associated with them. It helps the engineers to identify the most appropriate finish for the part to meet the desired performance and appearance. It also has units in micrometers or microinches and descriptions of how each of the finishes is achieved.
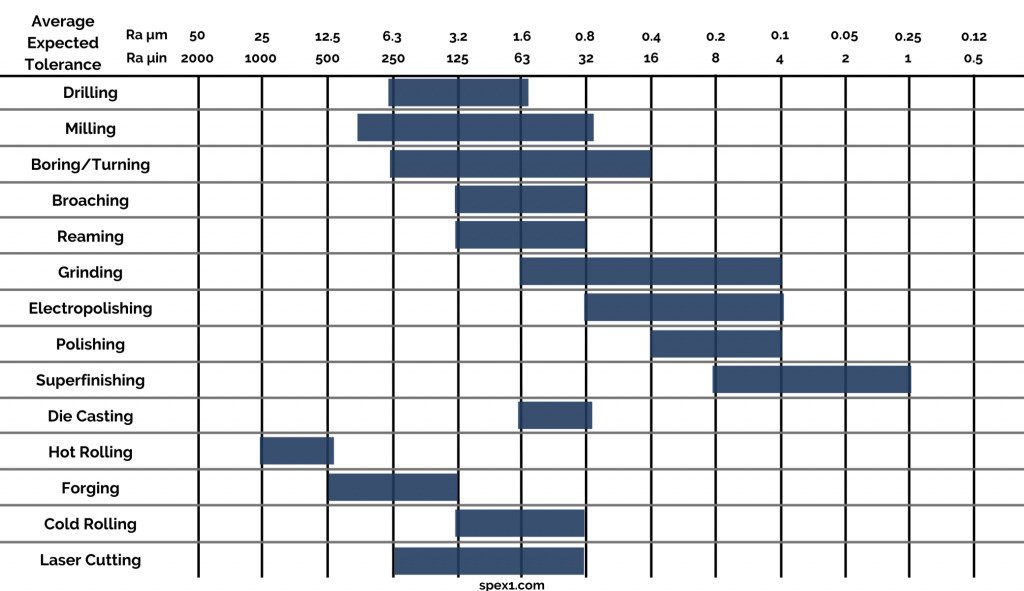
Surface roughness chart
Try Prolean Now!
What Is Machining Surface Finish?
Machining finishing options
Machining surface finish can be described as the process of altering the surface of a metal by either deforming it or by cutting or even adding material to it. It measures the surface’s texture, characterized by:
- Lay: The direction of the surface pattern which is an outcome of the manufacturing process.
- Waviness: Additional gross distortions such as warping or any other distortions from the set standards.
- Surface Roughness ra: Coarseness of a subsurface kind and a fine pitch. Machinists use the term surface finish to mean surface roughness, and the term surface texture encompasses all three.
Benefits of Machined Surface Finishes
Machined surface finishes offer the following advantages. First of all, they level the surface by eradicating any irregularities on the surface thus making the surface to be more even. This in turn assists in increasing the quality of the product.
Also, these finishes help in enhancing the adhesion of the coatings, whereby paints and coatings have better adhesion on the surface. This not only increases the level of protection but also increases the period of the protective layer’s existence. A smooth finish also appears more appealing to the eye, which may be crucial in the case of consumer products. Machined surface finishes also give protection against corrosion and chemicals in addition to giving a smooth and shiny surface. This makes the product to be durable, especially in the extreme conditions of use.
Furthermore, these finishes increase conductivity by including electrical conduction and increasing the conductivity of the material. This is especially the case in electronic applications. Finally, the machined surface finishes enhance the strength of the product by minimizing friction that weakens the product by making it susceptible to wearing out. This makes the parts more strong and dependable in the functions that they are required to perform.
Surface Roughness Symbols & Terminologies
- Ra (Roughness Average): This defines the mean of the surface high point and the low point of the surface in the length of the surface. It also has the name of the Center Line Average (CLA).
- Rz (Average Roughness Depth): This calculates the average of the five greatest differences between the highest high and the lowest low. To establish the roughness, it takes these measurements and then finds the average roughness.
- Rp (Peak Height): This is the distance between the crest to the midline of the surface contour over the evaluation length.
- Rv (Valley Depth): This determines the deviation of the lowest point of the surface profile from the mean line of the surface profile over the length of evaluation.
- Rmax (Maximum Height of the Profile): This defines the maximum difference between the highest and the lowest point of the evaluation span.
Here are various types of surface finish symbols, and their meanings
=: Indicates tooth spaces that are left by a cutting tool and which are in parallel with the surface or view illustrated in the drawing.
⊥ : Shows the cutting tool marks that are perpendicular to the surface or view depicted on the drawing.
X: Refers to the marks made by the cutting tool and these marks are at right angles to each other.
M: Refers to grooves usually created by polishing or lapping and in this case the pattern may run or does not necessarily have to be in one direction.
C: Means marks which are placed in circles concentric to the center of the surface.
R: Relates to marks on the surface made by the cutting tool and are parallel to the surface and may be radial.
Possibilities of Getting Different Surface Roughness Ra
The roughness of the surface in machining is maintained at a certain level depending on the need of the project. It is not a chance occurrence but a planned one and the values are usually set according to norms like ISO 4287. These standards define Ra values of between 25μm and 0. 025 μm which are relevant to a range of manufacturing and post-processing operations.
At ProLean Tech, we offer four common surface roughness ra levels for CNC machining applications:
- 3. 2 μm Ra
- 1.6 μm Ra
- 0.8 μm Ra
- 0.4 μm Ra
The roughness level is not the same for all applications; it depends on the specific use that is intended for a certain surface. Surface roughness Ra values less than the above-mentioned values should only be specified when necessary because they require more machining effort, time, and cost. The post-processing operations are not typically utilized to attain particular surface roughness index values since the methods cannot be accurately regulated and will impact the tolerance of components.
Try Prolean Now!
Comparing Surface Roughness for CNC Machining
The roughness of the surface determines the functionality, performance, and life span of the parts. It influences the friction coefficient, noise, wear and tear, heat, and adhesion. Although smoothness of the surface may not be very important in some applications it is very important in others, especially in high tension high stress, and high vibration applications, mating and moving assemblies, fast rotating parts, and medical implants.
The following are the levels of surface roughness Prolean Tech offers:
- 3.2 μm Ra
This standard commercial machine finish is used for most consumer parts. It is slightly rough and has a glossy surface with marks of cuts made on it. For the parts that are subjected to stress, loads, and vibrations, the maximum surface roughness ra should be 2 μm Ra and for mating moving surfaces where the load is light and motion is slow, the same standard can be applied. This finish is made by high speed, light feed, and making light cuts.
- 1.6 μm Ra
This finish has only a faint indication of the cut marks and should be used on parts that require close fitting and stressed sections. It is adequate for the slow-moving and low load-carrying capacity surface but not for high-speed rotating parts and parts with high vibration loads. This surface roughness is created at high speeds, with fine feeds and light cuts, under controlled conditions. For a standard aluminum alloy (e.g., 3. 1645), this option adds approximately 2.5% to the production price, and depending on the complexity of the part, the cost may rise.
- 0.8 μm Ra
Often referred to as a high-quality surface finish, 0. 8 μm Ra is a tighter tolerance to achieve and is also more expensive. This is required for the parts that are subjected to stress concentration and may be employed for the bearings when the movement is sporadic and the loads are small. For a standard aluminum alloy, this finish increases the production price by about 5% and more for complicated parts.
- 0.4 μm Ra
0.4 μm Ra is the smoothest and highest quality of surface roughness that is recommended for components that are under tension or stress and for those that rotate very fast such as bearings and shafts. This smoothness is the most difficult to achieve and should only be specified when it is critical to the application. This option increases the production price of a standard aluminum alloy by about 11-15% and more for complex parts.
Methods of Assessing the Surface Roughness Finish
The surface finish is very critical to be quantified in manufacturing to help it attain the standard and functionality of the product. However, several methods can be used and each of them is appropriate as far as the requirement and the surface to be cleaned is concerned.
1. Direct Contact Measurement
Concerning the contact methods, these are the ones that use an instrument that comes into contact with the surface being studied. In this case, a stylus profilometer is usually used. The stylus moves on it and it seems like it is drawing the outline, the peaks, and the troughs. It then forms a profile from these variations in the tool, which is used to analyze the data collected from the students.
Usage: Extremely appropriate to be used in situations where some quantification is needed to be done. This is not recommended for soft materials or for materials that may be squeezed or indented since the contact will change the surface characteristics.
2. Non-contact Measurement
Non-contact techniques use optical or laser tools for instance laser scanning microscopes. These devices shine a light on the surface and then capture the reflected light in a bid to establish the roughness of the surface.
Usage: Used where one may have to avoid touching the surface as this may damage the material for instance on sensitive or delicate surfaces. These methods are also good for irregular surfaces, although their effectiveness depends on the reflectance and color of the surface.
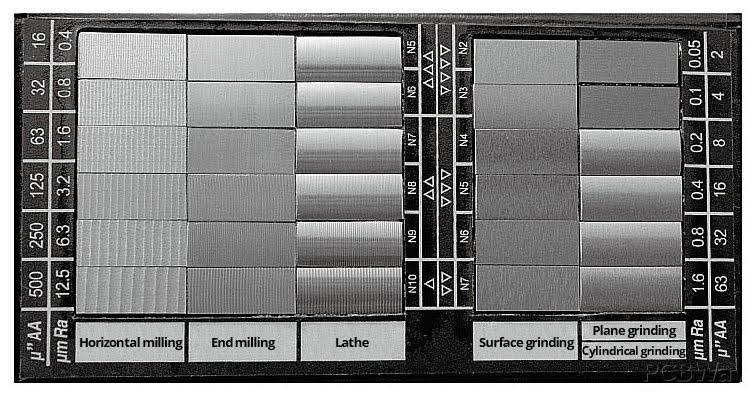
3. Comparative Measurement
Comparative methods are a manner of assessing a surface to several characteristics that have been defined earlier. For this purpose, there are comparators with standard roughness values on the surface of the component.
Usage: These are fast, cheap, and can be used for the first assessment or when the physician just wants a general feel of what he/she is dealing with. Nevertheless, they are not as precise as the direct measurement methods and are more of a perceived measurement.
4. In-process Measurement
Formative measurement is the examination of the surface roughness at some specific stage of the manufacturing process. Among such tools, some in-line profilometers or sensors are installed on CNC machines to give information on the surface roughness in real-time.
Usage: Most suitable in the application where the monitored parameter should be checked more often and in large quantity. This strategy is live and may not be as accurate as those taken post the creation of the piece.
5. Profiling Techniques
The profiling techniques use a profilometer such as the 3D profilometer to create a surface profile. It gives an overall idea of the surface and the texture of the surface.
Usage: Mostly adapted for the research and development departments where there is a need for extra surface analysis. It is rather complicated and requires the application of rather complicated techniques and it may also take a lot of time.
6. Area Measurement Techniques
In this case, areal measurement methods are used to measure the roughness of a surface over a larger area as compared to the line contact. These are the optical profilometers and interferometers which offer a general outlook of the surface under study.
Usage: Applicable for rough surfaces or when the general state of the surface roughness (Ra) is of interest. Less suitable for very high-resolution surface analysis.
7. Microscopy Techniques
Other surface characterization techniques include electron microscopy which provides a greatly enlarged picture of the surface and provides data at the micro level.
Usage: It is most useful in research and in any field where precision is critical for instance in the production of semiconductors. These are slightly more complicated and need certain types of apparatus to be used
.
Surface Roughness Measurement Chart Cheat Sheet
This cheat sheet provides a quick reference for understanding various surface finishes, helping you choose the right finish for your application.
| Micrometers (μm) | Microinches (μin) | Description and Applications |
| 25 | 1000 | Rough surfaces from saw cutting or rough forging, are suitable for unmachined clearance areas. |
| 12.5 | 500 | Rough surfaces from coarse feeds and heavy cuts are common in turning, milling, and disc grinding. |
| 6.3 | 250 | Resulting from surface grinds, disc grinds, and milling. Used for clearance surfaces with stress requirements. |
| 3.2 | 125 | Rough finish, suitable for parts subject to vibrations, loads, and high stress. |
| 1.6 | 63 | Good finish from controlled machining, using fine feeds and high speeds. |
| 0.8 | 32 | High-grade finish requiring precise control, produced with cylindrical, centerless, or surface grinders. Ideal for non-moving or light-load parts. |
| 0.4 | 16 | High-quality finish achieved through emery buffing, lapping, or coarse honing. Suitable for applications where smoothness is critical. |
| 0.2 | 8 | The fine finish is produced by lapping, buffing, or honing. Ideal for surfaces where components slide across the grain. |
| 0.1 | 4 | Very refined finish from lapping, buffing, or honing. Used in gauge and instrument works where design precision is essential. |
| 0.05 | 2 | The extremely fine finish is achieved through meticulous buffing, honing, or superfinishing. Best for precision gauge blocks. |
| 0.025 | 1 | Most refined surface finish, produced with the highest level of precision in buffing, honing, or superfinishing. Used for fine and sensitive precision gauges. |
Try Prolean Now!
How Different Surface Roughness Levels Can be Achieved?
The surface roughness measurements can be adjusted by designers and manufacturers to ensure the constancy of the product’s characteristics. The degree of roughness defines how a part will interact with the environment as it defines wear, tear, and corrosion. Moreover, some of the roughness parameters are useful for enhancing the coating adhesion or enhancing the conductivity.
Ra values are usually applied to measure the roughness of the surface and the standard values are of the order of 12.5 μm Ra (very rough) to 0.4 μm Ra (very smooth). The various techniques used in creating the various types of surface finishes depend on the specific use that the product is to be used for.
As-Machined Finish

As machined finished part
An as-machined finish maintains the near-neighbor tolerance, generally to ± 0. 05 mm or better. This finish is done immediately after machining and with the use of CAM or Computer-Aided Manufacturing for accuracy depending on the design. However, this method is cheaper since it does not call for other extra expenses of other finishes, the surface may be marred with marks from the tools used and has a blanched appearance. This finish is ideal for prototypes, fixtures, and jigs where the cost of the finished product and accuracy are a concern.
Bead Blasted Finish

Bead blasting surface finishing part
Acquired by firing tiny glass beads on the surface with the help of a compressed air gun, bead blasting results in a dull or satin finish with a moderate pattern. This method also aids in camouflaging the marks that are left behind by the machining process and provides a shiny surface. However, it does not enable one to define the dimensions to a high level of detail, which is disadvantageous to projects that need high dimensionality. The only factor that is changed in bead blasting is the size of the glass beads that are used.
Anodizing

Anodized parts
Anodizing is an electrolytic process of forming a protective oxide film on metal surface finishing components. The part is submerged in an acid bath and is connected to an electrical source and the coating grows in all directions. This method is better controlled on dimensions than bead blasting and provides a hard surface that is electrically non-conductive. Anodizing is mainly carried out on aluminum and titanium and their alloys.
Anodising Type II
Standard anodizing or Type II anodizing results in a surface that is either clear or colored and has a maximum thickness of 25 μm. This finish is useful for parts that require a hard, smooth outer surface that is aesthetically appealing. It is cheaper and provides fairly good protection and looks.
Anodising Type III
Type III is a more developed process called “hard coat” anodizing, which uses higher current density and strictly controls the temperature of the solution, which is kept at zero degrees Celsius. This method gives a thicker layer of about 125μm and it has better hardness and corrosion characteristics. Although it is more costly than the other two, Type III anodizing is suitable for high-stress engineering applications that require additional protection.
How to Select the Right Surface Finish Technique?
Selecting the right surface finish technique is very crucial for the success of your project. Here’s a step-by-step guide to help you make the best decision.
- Identify the Material: One has to understand that there are different ways in which various materials have to be treated to achieve the required finish. First, identify the material that you are going to use so that you can select the right technique to apply.
- Define the Purpose of the Finish: Think about what you want from the surface finish – for appearance, improved corrosion protection, or lower friction. Therefore, depending on the function of the product, this will determine your choice.
- Review Available Finishing Techniques: Find out the finishing that can be applied to the material that you intend to use. For instance, anodizing is applied on aluminum while passivating is applied on stainless steel.
- Evaluate Aesthetic Requirements: If the look of the item is a problem, then sanding or laser etching might be more suitable to get the finish that is desired.
- Assess Durability Needs: For the other areas that are expected to undergo high wear and tear, then harder coatings like the DLC may be required for the part.
- Consider Maintenance Needs: There are various types of finish and all of them have their kind and they all need some form of maintenance. Think about how much time you are willing to spend on product maintenance throughout the product’s life cycle.
- Test the Finish: It is recommended that before applying the finish on a large scale, one should make a test on a small portion of the material to see if it is as per the requirement.
- Factor in Environmental Impact: Some of the finishing processes have a bigger impact on the environment than others. If environmental factors are a concern to you, then it is better to go for other non-harmful ways.
- Budget Constraints: Finally, place the cost of the finishing technique on the scale of the overall amount of money you are ready to spend. Make sure that the chosen method is inexpensive but at the same time, it has to be able to satisfy all the project requirements.
Try Prolean Now!
Conclusion
The surface roughness in modern manufacturing processes is normally costly and difficult to achieve. Thus, if the correct surface finishing technique is to be implemented on the fabricated parts, then the correct one has to be used. Therefore, the nature of surface hardening of the material should be understood to achieve the desired results. Regarding the surface finishing solutions, it is worth mentioning that the company that can offer you professional services at a reasonable price is ProLeanTech. The staff that we have is well trained so that they can apply the right technique that will give the right surface finish specifications.
ProLeanTech surface Finishing Service
We provide our clients with dimensional inspection reports (DIR) at ProLeanTech. Some of the finishing operations that are carried out include anodizing, electroplating, bead blasting, polishing, brushing, etc. Our services are focused on providing the best quality services to achieve the best outcome for your products. Contact us now, and get a quote from our experts for your project!



0 Comments