The Electrical Discharge Machining (EDM) process is a precise and efficient method for machining complex shapes in conductive materials. To achieve optimal results, several important parameters must be carefully controlled and optimized. Understanding these parameters and their impact on the EDM process is crucial for ensuring high precision, excellent surface finish, and efficient material removal.
In this article, we will delve into the key parameters that play a significant role in EDM, exploring their effects and offering insights on how to optimize them for superior results.
Different Parameters and Their Role in the EDM Process
Electrical Discharge Machining (EDM) is a precise and efficient machining process that relies on various parameters to achieve optimal results. Understanding and optimizing these parameters is crucial for enhancing material removal rates, surface finish, and overall machining performance. The following are the key parameters used in the EDM process:
1. Pulse Current
Pulse current is a critical parameter in the EDM process that affects material removal rates and surface finish. By adjusting the pulse current, manufacturers can control the intensity of the electrical discharge and the rate of material erosion. Different pulse current settings have varying effects on the EDM process, with higher currents leading to faster material removal but potentially rougher surface finishes.
Optimizing pulse current involves striking the right balance between material removal rates and surface finish, taking into consideration the specific application and workpiece characteristics.
2. Pulse Duration
Pulse duration plays a significant role in EDM as it determines the length of time the electrical discharge occurs. It affects material removal rates, electrode wear, and surface roughness. Longer pulse durations result in slower material removal but can lead to better surface finishes. Shorter pulse durations, on the other hand, enhance material removal rates but may result in increased electrode wear.
Determining the ideal pulse duration involves considering the workpiece material, geometry, and desired surface finish to achieve the desired balance between material removal rates, electrode wear, and surface roughness.
3. Gap Distance
The gap distance, which refers to the distance between the electrode and the workpiece, is a critical parameter in EDM. It has a significant impact on machining speed, surface quality, and electrode wear. The appropriate gap distance is determined by the workpiece characteristics, such as thickness and material conductivity.
Setting an appropriate gap distance is crucial to ensure efficient material removal, achieve desired surface quality, and minimize electrode wear. Strategies for determining the ideal gap distance include considering workpiece conductivity, geometry, and desired machining outcomes.
4. Discharge Energy
Discharge energy refers to the amount of energy transferred during the electrical discharge in EDM. It directly affects material removal rates, surface integrity, and electrode wear. Higher discharge energies result in faster material removal but may lead to increased surface roughness and electrode wear.
Optimizing discharge energy involves finding the right balance between material removal rates and surface integrity while considering the workpiece material and desired surface finish.
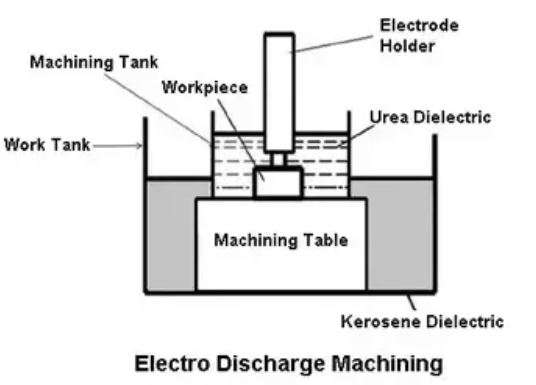
5. Dielectric Fluid
Dielectric fluid plays a crucial role in the EDM process as it acts as a medium for electrical discharge and provides cooling and flushing properties. The selection of dielectric fluid depends on the workpiece material and machining requirements.
Different dielectric fluids have varying properties, such as viscosity and dielectric strength, which can impact machining performance. Managing dielectric fluid properties, such as temperature and filtration, is essential for maintaining stable EDM conditions and achieving optimal machining results.
EDM Process Parameters and Their Respective Effects
Here’s a table illustrating the EDM process parameters and their respective effects on performance and precision. However, this table provides a general overview, and the effects may vary depending on specific machining conditions, workpiece materials, and desired outcomes.
| Parameter | The aspect of Performance and Precision |
|---|---|
| Pulse Current | Material Removal Rate, Surface Finish |
| Pulse Duration | Material Removal Rate, Electrode Wear, Surface Roughness |
| Gap Distance | Machining Speed, Surface Quality, Electrode Wear |
| Discharge Energy | Material Removal Rate, Surface Integrity, Electrode Wear |
| Dielectric Fluid | Cooling and Flushing, Stability of EDM Conditions |
Optimizing Parameters for Enhanced EDM Performance
In order to achieve enhanced performance in EDM (Electrical Discharge Machining), it is crucial to optimize the key parameters involved in the process. By fine-tuning these parameters, manufacturers can improve material removal rate, surface finish, and electrode wear, ultimately leading to higher precision and efficiency.
Let’s explore various strategies and techniques for optimizing parameters in EDM to achieve superior performance.
1. Finding the Right Balance
Achieving the right balance among the different EDM parameters is essential to optimize performance. It involves considering the trade-offs between material removal rate, surface finish, and electrode wear. By striking the optimal balance, manufacturers can maximize productivity while maintaining high-quality machining results. Here are some key considerations:
- Material Removal Rate: Increasing pulse current, pulse duration, and discharge energy can enhance the material removal rate. However, it should be balanced with other factors to avoid compromising surface finish and electrode wear.
- Surface Finish: Smoother surface finish can be achieved by reducing pulse current, pulse duration, and discharge energy. However, it should be balanced with the desired material removal rate and electrode wear.
- Electrode Wear: Lower electrode wear can be achieved by optimizing pulse current, pulse duration, and discharge energy.
2. Advanced Control Systems
The utilization of advanced control systems, such as CNC (Computer Numerical Control) and automation, plays a significant role in optimizing EDM parameters. These systems enable precise control and adjustment of parameters, leading to enhanced performance and repeatability. Some key benefits include:
- Precise Parameter Control: CNC systems allow manufacturers to program and control the EDM process with high precision. Parameters such as pulse current, pulse duration, and gap distance can be adjusted dynamically, optimizing performance for different workpiece materials and geometries.
- Repeatability and Efficiency: Automation in EDM minimizes human error and ensures consistent parameter control. It enables the replication of optimized parameter settings, resulting in improved repeatability and efficiency.
3. Feedback Mechanisms
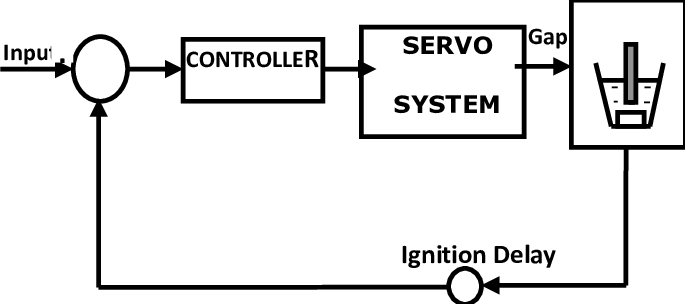
EDM Servo Control System
Implementing feedback mechanisms in the EDM process enhances parameter optimization by enabling real-time monitoring and adjustment. Here are the key aspects of feedback mechanisms:
- Real-time Monitoring: Sensors and monitoring systems provide continuous feedback on various parameters, such as gap distance, pulse current, and discharge energy. This real-time information allows manufacturers to make immediate adjustments to optimize performance.
- Closed-loop Control: Closed-loop control systems use the feedback data to automatically adjust parameters, maintaining optimal conditions throughout the machining process. This ensures improved accuracy and consistency in achieving desired results.
An Example of EDM Machining Parameters: Mold Making
One specific application where EDM machining is widely used is mold making. Mold-making involves the creation of molds used for casting or forming various products. EDM machining is often employed in mold making due to its ability to precisely shape complex geometries and achieve high accuracy. Let’s explore an example of EDM machining in mold making and the optimized EDM parameters and values for that specific application.
Example: Creating a Mold for Plastic Injection
Plastic injection molds require intricate details and precise dimensions to ensure accurate and consistent production of plastic parts. EDM machining plays a critical role in manufacturing such molds. Here’s an example of the optimized EDM parameters and values for creating a mold for plastic injection:
| Parameters | Value | Optimization strategy |
|---|---|---|
| Pulse Current | 5-30 Amperes | Higher pulse currents are preferred to achieve faster material removal rates. However, the exact value is determined based on the specific material and geometry of the mold. |
| Pulse Duration | 0.1-10 milliseconds | Shorter pulse durations are preferred to reduce electrode wear and achieve finer surface finishes. The value depends on the material being machined and the desired level of precision. |
| Gap Distance | 0.01-0.5 mm | A smaller gap distance allows for better control and accuracy during machining. However, the value depends on factors such as the material being machined and the desired surface finish. |
| Discharge Energy | 1-100 Joules | The discharge energy is adjusted based on the material and thickness of the mold. Higher values are preferred for faster material removal, while lower values are suitable for achieving finer details and reducing electrode wear. |
These optimized EDM parameters and values are just an example and may vary depending on the specific requirements of the mold being manufactured. It is essential to consider factors such as material properties, mold design, and desired surface finish when determining the exact values for EDM machining.
Conclusion
In conclusion, understanding and optimizing the important parameters in the EDM process is vital for achieving superior precision and efficiency in machining operations. By carefully controlling pulse current, pulse duration, gap distance, discharge energy, and dielectric fluid, manufacturers can enhance material removal rates, surface finish, and overall machining performance.
ProleanTech, with its expertise in EDM machining, offers advanced solutions and services to meet your precise manufacturing needs. Trust ProleanTech for exceptional EDM services and experience the benefits of optimized parameters in your projects. If you are interested in EDM Machining, please feel free to contact us.
FAQ’s
What is the most critical parameter in the EDM process?
Pulse current is the most important factor in EDM. It affects material removal rate, surface finish, and electrode wear. Choosing the right pulse current for the workpiece material and desired outcomes is crucial for efficient and precise machining.
How does the choice of dielectric fluid affect EDM performance?
Choosing the right dielectric fluid is crucial for optimal performance in EDM. The fluid serves as a coolant, flushing away eroded material, as well as an electrical insulator. Properties like viscosity and dielectric strength affect machining speed, surface finish, and electrode wear. Proper selection of the fluid based on the workpiece material and machining requirements is key.
Can the same parameters be applied to different workpiece materials?
Consider the unique characteristics of each workpiece material to determine the optimal EDM parameters. Workpiece materials vary in conductivity, hardness, and thermal properties, which affect the EDM parameters. Adjustments in pulse current, pulse duration, and gap distance may be necessary for different materials.
Is it possible to adjust parameters during the EDM process?
Adjusting parameters during the EDM process is possible with advanced machines that have real-time monitoring and feedback systems. This enables operators to fine-tune parameters such as discharge energy, spark frequency, and gap distance, which enhances control, precision, and the ability to adapt to specific machining requirements.



0 Comments